2.5. Patent nr 71321 - Urządzenie do dogniatania, zwłaszcza płaskich pierścieniowych powierzchni uszczelniających zamknięcie przepływu w armaturze rurociągowej.
Twórcy wynalazku: Bogdan Zając (Politechnika Częstochowska), Henryk Żegunia, Stanisław J. Szeląg; opublikowano 15.10.1974 r.
Przedmiotem wynalazku jest urządzenie do dogniatania. zwłaszcza płaskich, pierścieniowych powierzchni uszczelniających zamknięcie przepływu w armaturze rurociągowej, sposobem według patentu nr 64227.
Urządzenie według wynalazku ma zastosowanie przede wszystkim w procesach wytwarzania i w procesach naprawczych różnych odmian i typów zaworów grzybkowych oraz zasuwowych, jak również podobnej armatury rurociągowej i urządzeń pokrewnych. Wchodzą przy tym w rachubę zarówno gniazda (siedliska) zamykające, np. kadłubach zaworowych, jak i zawieradła armaturowe, np. grzybki zaworowe oraz płyty bądź kliny zaworów zasuwowych. Niezależnie od powyższego wchodzą w rachubę także inne. bardzo szerokie możliwości zastosowania urządzenia w szczególności w procesach technologiczny, wytwarzania względnie naprawy różnych, metalowych elementów maszyn i urządzeń.
Znane - obok sposobu dogniatani - z patentu nr 64227 urządzenie do dogniatania powierzchni płaskich, nie nadaje się, ze względów technicznych albo/oraz ekonomicznych do dogniatania, powierzchni pierścieniowych. Zwłaszcza dogniatanie tymże znanym urządzeniem gniazd zamykających. znajdujących się w głębi (wewnątrz) kadłubów zaworowych jest całkowicie niewykonalne.
Aktualnie obróbka płaskich, pierścieniowch powierzchni uszczelniających zamknięcie przepływu w armaturze rurociągowej, odbywa się przez dokładne toczenie i następnie docieranie. przy czym ten ostatni proces przeprowadzany jest częstokroć ręcznie. Metoda ta jest uciążliwa i bardzo pracochłonna (zwłaszcza ręczne docieranie), a ponadto uzyskana powierzchnia uszczelniająca (zamykająca) wykazuje przeważnie krótką żywotność, mając za małą twardość i gładkość, a tym samym odporność na ścieranie. korozję oraz erozję. Należy podkreślić także i to, że stosowano przeważnie docieranie indywidualne zespołu "zawieradło-siedlisko", w wyniku czego zamienność elementów była praktycznie niemożliwa, a w każdym przypadku w znacznym stopniu ograniczona, co komplikowało technologię wytwarzania oraz montażu, jak również ewentualne procesy naprawcze.
Celem wynalazku jest całkowite lub przynajmniej częściowe wyeliminowanie wskazanych wyżej niedogodności i ograniczeń, przy czym cel ten został osiągnięty w wyniku konstrukcyjnego opracowania urządzenia do dogniatania powierzchni płaskich. zwłaszcza pierścieniowych. W płaskiej, czołowej powierzchni korzystnie okrągłej tarczy tego urządzenia lub/oraz w podobnym albo dodatkowym, czyli dalszym jego elemencie względnie układzie elementów znajduje się co najmniej jeden rowek w postaci płaskiej linii zamkniętej, w którym są umieszczone elementy dogniatające w kształcie brył obrotowych korzystnie np. kulek, tworzące w tym rowku obieg zamknięty i zabezpieczone przed wypadaniem z rowka przez zmniejszenie jego szerokości od strony czołowej powierzchni tarczy. W odmianie urządzenia rowek ma postać linii płaskiej niezamkniętej, przy czym obydwa jego końce są połączone odpowiednim układem kanałów przebiegających wewnątrz tarczy bądź podobnego elementuzamykających obieg elementów dogniatających.
W wyniku zastosowania urządzenia według wynalazku uzyskuje się wyeliminowanie bardzo pracochłonnego i kosztownego procesu docierania, np. pierścieniowych, płaskich powierzchni uszczelniających, czyli zamykających przepływ w armaturze rurociągowej (zawory, zasuwy, itp.).
Jednocześnie wzrasta twardość, gładkość oraz odporność na ścieranie, korozję i przede wszystkim erozję, a w związku z tym trwałość tych powierzchni. Uzyskano ponadto całkowitą, wzajemną zamienność części elementów, to znaczy np. dowolnie wybrany grzybek zaworowy, w ramach danego typoszeregu, może współpracować z każdym siedliskiem zamykającym, znajdującym się w kadłubie zaworowym; upraszcza to znacznie procesy technologiczne wytwarzania i montażu oraz procesy remontowo naprawcze. Biorąc pod uwagę masowość wytwarzania różnych odmian zaworów i urządzeń pokrewnych, a ponadto inne, bardzo szerokie możliwości zastosowania urządzenia według wynalazku, można stwierdzić, że wynalazek wnosi bardzo istotne efekty techniczne i ekonomiczne.
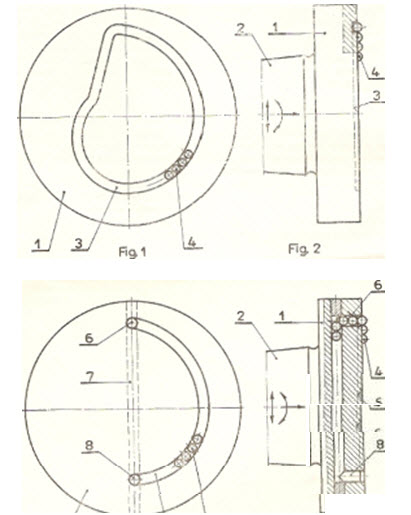
Przedmiot wynalazku jest przedstawiony w przykładach wykonania na rysunku, na którym fig. 1 przedstawia czołowy widok tarczy urządzenia do dogniatania , fig.2. – urządzenie w widoku z boku i częściowym przekroju wzdłużnym , a fig. 3 i fig. 4 – odpowiednio do fig.1 i fig.2, odmianę urządzenia.
Podstawowym elementem urządzenia według wynalazku (fig.1 i fig.2 jest płaska, okrągła tarcza 1 z trzpieniem 2, za pośrednictwem, którego urządzenie łączy się przykładowo z elementami napędowymi nadającymi całości ruch obrotowy. W płaskiej. kołowej powierzchni tarczy 1 wykonany jest rowek 3 w postaci linii zamkniętej, w którym znajdują się elementy dogniatające (roboczej) 4, mające korzystnie kształt kulek. Linią rowka 3 może być teoretycznie każda linia zamknięta. składająca się z odcinków linii krzywych lub z krzywych oraz prostych. Jako praktyczne rozwiązanie wskazuje się odcinek linii spiralnej ( fig. 1), której końce połączone są, za pośrednictwem łagodnych, łukowych przejść, odcinkiem linii prostej, koło usytuowanej mimośrodowo względem środka tarczy 1 oraz elipsę bądź owal. Należy przy tym oczywiście pamiętać o tym, że maksymalna i minimalna odległość rowka 3 od środka tarczy 1 wyznacza maksymalny i minimalny promień, a zatem szerokość dogniatanej płaszczyzny pierścieniowej. Jako dalsze, przykładowe rozwiązanie wskazać można również takie, w którym kołowy rowek 3 będzie współśrodkowy względem środka tarczy 1, a trzpień 3 będzie względem tarczy 1 usytuowany mimośrodowo.
W dalszej alternatywie, zarówno kołowy rowek 3 jak i trzpień 2 mogą być współśrodkowe z tarczą l przy czym pożądany bądź konieczny mimośród będzie się uzyskiwać, w czasie procesu dogniatania, przez przesunięcie środka dogniatanej płaszczyzny pierścieniowej w stosunku do osi wzdłużnej urządzenia dogniatającego, względnie odwrotnie – urządzenia do środka płaszczyzny.
Można również konstruować urządzenia, przeznaczone zwłaszcza dla przypadków, gdy pierścieniowa płaszczyzna dogniatana jest stosunkowo szeroka, w których to urządzeniach tarcza 1 będzie zaopatrzona w więcej niż jeden rowek 3, przykładowo w dwa rowki kołowe o różnych średnicach, mimośrodowe zarówno względem siebie jak i względem środka tarczy 1. Oczywiście przy zastosowaniu dwóch lub jeszcze większej ilości rowków 3, linie tych rowków nie mogą się wzajemnie przecinać.
Jak zatem widać, istnieje możliwość tworzenia. w oparciu o zasadę wynalazku, różnorakich odmian urządzenia do dogniatania, stosownie do konkretnych potrzeb i warunków. Ostatecznym i. właściwym celem tworzenia tych odmian powinno być oczywiście zawsze zapewnienie dostatecznego stopnia pokrywania dogniatanej płaszczyzny przez tory toczących się po niej elementów roboczych 4, a tym samym zwiększenie efektu procesu dogniatania, skracanie czasu tego procesu oraz uzyskanie powierzchni o odpowiedniej jakości, stosownie do zadanych wymagań i potrzeb.
Można ponadto zbudować odmianę urządzenia (fig. 3 i fig. 4), w których linia rowka 5 jest linią niezamkniętą, przy czym wtedy obydwa końce rowka 5 są połączone kanałami 5, 7 i 8.
W oparciu o zasadę wynalazku można również skonstruować urządzenie do dogniatania powierzchni niepłaskich. w szczególności np, do dogniatania pierścieniowych rowków o profilu poprzecznym zgodnym co do kształtu i wymiarów z elementami dogniatającymi 4, przy czym oczywiście w tym przypadku konieczna byłaby także ścisła zgodność wymiarów średnicowych pierścieniowego rowka dogniatanego oraz pierścieniowego, współśrodkowego z nim w czasie prowadzenia procesu dogniatania rowka 3, mieszczącego elementy 4.
Może również wchodzić w rachubę wykorzystani urządzenia według wynalazku do dogniatania powierzchni płaskich nie pierścieniowych przy odpowiednim wprawieniu urządzenia lub/oraz przedmiotu dogniatanego, niezależnie od ruchu obrotowego, w ruch płaski, równoległy do powierzchni dogniatanej.
Zamiast elementów dogniatających 4 w kształcie kulek, można także, w określonych przypadkach, wchodzić w rachubę zastosowanie elementów w kształcie innych brył obrotowych, jak np. rolek walcowych, zbieżnych ( stożkowych) lub beczkowych elipsoid obrotowych itp.
W czasie przeprowadzania procesu dogniatania, urządzenie dociskane jest do dogniatanej powierzchni z odpowiednią siłą, wykonując jednocześnie ruch obrotowy. Można oczywiście także zastosować układ odwrotny, to znaczy wprowadzić w ruch obrotowy przedmiot zawierający dogniataną powierzchnie, lub nawet nadać ruch, w odwrotnych kierunkach, zarówno urządzeniu jak i przedmiotowi. Elementy robocze 4. toczące się po dogniatanej powierzchni, poruszają się w rowku 3 lub w rowku 5 i kanałach 6, 7 oraz 8 dzięki sile tarcia, tworząc obieg zamknięty.
W czasie przeprowadzania procesu dogniatania jednej powierzchni, kierunek ruchu obrotowego urządzenia lub/oraz przedmiotu może ulegać zmianie bądź zmianom. Wpływać na to może, w niektórych przypadkach, dodatnio na jakość uzyskanej powierzchni. W tym samym celu i niezależnie od ewentualnych zmian kierunku ruchu obrotowego, można dodatkowo wprowadzić urządzenie lub/oraz przedmiot w ruch płaski, równoległy do płaszczyzny dogniatanej, oczywiście w takim zakresie, w jakim jest to podyktowane wzajemnymi proporcjami wymiarowymi dogniatanej płaszczyzny oraz rowka 3 bądź 5. Chodzi rzecz jasna o to, aby tory elementów dogniatających 4 pokrywały całą płaszczyznę dogniataną, lecz równocześnie niepotrzebnie nie wykraczały znacznie poza nią. Takim dodatkowym ruchem płaskim może być przykładowo (możliwość najprostsza) ruch prostoliniowy, prostopadły do osi ruchu.
Elementy robocze 4 oraz ich bieżnia, to jest tarcza 1, a zwłaszcza rowek 3 bądź 5, powinny być wykonane z tworzywa o odpowiedniej jakości, zostać właściwie utwardzone oraz posiadać gładkie powierzchnie.










 BAZA WIEDZY
BAZA WIEDZY 



 Centra obróbkowe przygotowane do obsługiwania przez robot przemysłowy IRb-60 obróbki skrawaniem zestawu detali
Centra obróbkowe przygotowane do obsługiwania przez robot przemysłowy IRb-60 obróbki skrawaniem zestawu detali










