2.4. Patent nr 71286 - Urządzenie do dogniatania zewnętrznych zbieżnych powierzchni obrotowych, zwłaszcza stożkowych powierzchni uszczelniających zawieradeł do zaworów kurkowych
Twórcy wynalazku: Bogdan Zając (Politechnika Częstochowska), Henryk Żegunia, Stanisław J. Szeląg; opublikowano 25.10.1974 r.
Przedmiotem wynalazku jest urządzenie do dogniatania zewnętrznych, zbieżnych powierzchni obrotowych, zwłaszcza stożkowych powierzchni uszczelniających zawieradeł do zaworów kurkowych (kurków) -- sposobem według patentu nr 67082, przy czym wchodzą w rachubę zarówno procesy wytwarzania wspomnianych zaworów, jak i ewentualne procesy naprawcze. Ponadto wchodzą w rachubę również inne, szerokie możliwości stosowania urządzenia według wynalazku, w zakresie wytwarzania bądź napraw różnych elementów metalowych.
Znane -- obok sposobu dogniatania -- z patentu nr 67082 urządzenie do dogniatania powierzchni walcowych, nie nadaje się, z przyczyn technicznych i/lub ekonomicznych, do dogniatania powierzchni obrotowych zbieżnych, w tym stożkowych, a w każdym razie zakres stosowania tego urządzenia jest ograniczony. W szczególności dogniatanie przy pomocy tego znanego urządzenia związane jest z występowaniem znacznych sił promieniowych między urządzeniem a przedmiotem dogniatanym, co jest bardzo niekorzystne, gdyż dyktuje wysokie wymogi w zakresie mocowania urządzenia i przedmiotu oraz nadania całemu układowi, w czasie prowadzenia procesu dogniatania, odpowiedniej sztywności. Niespełnienie tych wymogów z zachowaniem całkowitej pewności może w niektórych przypadkach prowadzić do sprężystych ugięć, a tym samym rzutować na wyniki procesu. W skrajnych przypadkach, np. przy dużej smukłości elementu dogniatanego, może nawet dochodzić do odkształceń (skrzywień) trwałych. Ponadto może wchodzić w rachubę przyspieszone zużywanie się urządzenia dogniatającego, a zwłaszcza np. jego elementów roboczych (np. kulek), jak również innych elementów, np. napędzających, łożyskujących itp.
Dotychczas proces wytwarzania stożkowych zawieradeł do zaworów kurkowych obejmował obróbkę mechaniczną w postaci dokładnego toczenia oraz ewentualnie dodatkowo szlifowania, a następnie docierania przy zastosowaniu proszków lub past ściernych, przeprowadzanego często ręcznie. Taka metoda jest bardzo uciążliwa, pracochłonna, mało wydajna i kosztowna. Niezależnie od tego, uzyskana w ten sposób stożkowa powierzchnia uszczelniająca zawieradła kurkowego, wykazuje przeważnie stosunkowo małą twardość, gładkość oraz odporność na ścieranie korozję i erozję, a tym samym krótkotrwałą żywotność. Warto również wyjaśnić, że stosowano przeważnie docieranie indywidualne zespołu "zawieradło -- gniazdo w kadłubie kurka", w związku z czym zamienność elementów była praktycznie niemożliwa. Komplikowało to procesy wytwarzania i montażu, gospodarkę magazynową oraz naprawy.
Celem wynalazku jest wyeliminowanie albo co najmniej ograniczenie omówionych powyżej niedogodności. Cel ten został osiągnięty dzięki skonstruowaniu urządzenia do dogniatania zewnętrznych, zbieżnych powierzchni obrotowych, składającego się między innymi z tulei lub/oraz podobnego elementu albo układu elementów, w których zbieżnym wnętrzu znajduje się co najmniej jeden rowek w postaci linii śrubowej, którego końce są połączone układem kanałów, przy czym rowku i kanałach są umieszczone elementy dogniatające w kształcie brył obrotowych, korzystnie np. kulek. tworzące w tymże rowku i kanałach obieg zamknięty i zabezpieczone przed wypadaniem z rowka przez zmniejszenie jego szerokości od wewnętrznej strony tulei.
W wyniku zastosowania urządzenia według wynalazku wyeliminowano bardzo pracochłonne i drogie docieranie zewnętrznych, stożkowych powierzchni uszczelniających zawieradeł kurkowych, przy czym jednocześnie uzyskano wzrost twardości, gładkości i odporności na ścieranie, korozję oraz erozję, a tym samym przedłużenie trwałości tychże powierzchni. Uzyskano ponadto zamienność elementów, a w związku z tym dalsze uproszczenie procesów wytwarzania i montażu kurków, jak również procesów naprawczych.
Rozkład sił w czasie procesu dogniatania jest bardzo korzystny; w szczególności siły poprzeczne (promieniowe) między urządzeniem a przedmiotem dogniatanym praktycznie znoszą się całkowicie. Stąd możliwość dogniatania powierzchni przedmiotów o szerokim zakresie proporcji wymiarowych, w tym także o stosunkowo dużej smukłości. Mocowanie przedmiotu i urządzenia, a tym samym nadanie całemu układowi właściwej sztywności, nie nastręcza przy tym kłopotów. W wyniku tego urządzenie gwarantuje także optymalne warunki procesu dogniatania oraz wysoką jakość uzyskiwanej powierzchni – a ponadto, w wyniku tego, samo urządzenie jest trwałe.
Biorąc pod uwagę masowość wytwarzania różnych odmian zaworów kurkowych, a ponadto inne możliwości stosowania urządzenia, można stwierdzić, że wynalazek wnosi znaczne efekty techniczne i ekonomiczne. a tym samym jest w pełni przydatny dla gospodarki narodowej.
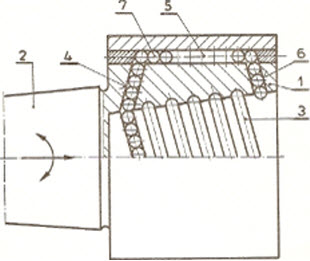
Przedmiot wynalazku jest przedstawiony w przykładzie wykonania na rysunku, częściowo w widoku, a częściowo w przekroju osiowo-wzdłużnym.
Element podstawowy urządzenia według wynalazku stanowi tuleja l z trzpieniem 2, który służy do połączenia urządzenia np. z odpowiednimi elementami napędowymi, wprowadzającymi całość w ruch obrotowy.
Tuleja l jest wewnątrz zbieżna (stożkowa), przy czym w jej wnętrzu wykonany jest rowek 3 w postaci linii śrubowej, którego końce łączą kanały 4, 5 oraz 6. W rowku 3 oraz kanałach 4, 5 i 6 znajdują się właściwe elementy dogniatające (robocze) 7 w kształcie brył obrotowych, korzystnie kulek. Aby zabezpieczyć elementy 7 (kulki) przed wypadaniem z rowka 3, szerokość tego rowka jest zmniejszona od wewnętrznej strony tulei l, co może być rozwiązane w szczegółach w dowolny, znany sposób. W tulei l może być wykonany jeden śrubowy rowek 3 lub większa ilość takich rowków, na wzór gwintu wielozwojnego, przy czym oczywiście każdy rowek 3 musi posiadać swój własny, oddzielny układ kanałów 4, 5 oraz 6, łączących obydwa końce rowka.
W czasie przeprowadzania procesu dogniatania, przedmiot zawierający dogniataną powierzchnię kołowo-zbieżną (stożkową) wprowadza się do wnętrza tulei l, a zatem osie wzdłużne obu tych elementów nakładają się wzajemnie, tworząc jedną linię prostą.
Urządzenie dociskane jest do dogniatanej powierzchni (lub na odwrót) z odpowiednio dużą siłą w kierunku wspomnianej osi wzdłużnej, wykonując jednocześnie ruch obrotowy wokół tej osi. Alternatywnie można także, zamiast urządzenia, wprawiać w ruch obrotowy dogniatany przedmiot, albo zarówno przedmiot jak i urządzenie (ruch w kierunkach odwrotnych). Można także, w trakcie dogniatania jednej powierzchni, zmieniać kierunek obrotów urządzenia albo oraz przedmiotu. Może to w niektórych przypadkach pozytywnie wpływać na jakość dogniatanej powierzchni, Elementy dogniatające 7. tocząc się po dogniatanej powierzchni. poruszają się w rowku 3 oraz kanałach 4, 5 i 6 dzięki siłom tarcia, tworząc obieg zamknięty.
Zarówno elementy dogniatające 7 jak i ich bieżnie, to znaczy tuleję l ze szczególnym uwzględnieniem rowka 3, należy wykonać najlepiej z odpowiedniej wysokogatunkowej stali, przy czym ich twardość oraz gładkość powinna być stosownie wysoka. Jako element porównywalny pod względem wykonawczo - materiałowym. można tu wymienić łożysko toczne.










 BAZA WIEDZY
BAZA WIEDZY 



 Centra obróbkowe przygotowane do obsługiwania przez robot przemysłowy IRb-60 obróbki skrawaniem zestawu detali
Centra obróbkowe przygotowane do obsługiwania przez robot przemysłowy IRb-60 obróbki skrawaniem zestawu detali










