2. OPISY PATENTÓW
Poniżej jest przedstawiony zestaw patentów narzędzi spełniających warunki pracy narzędzi do wielokulkowego nagniatania toczno-ślizgowego.
2.1. Patent nr 56704 - Urządzenie do dogniatania otworów stożkowych
Twórca wynalazku: Bogdan Zając (Politechnika Częstochowska); opublikowano 20.12.1968 r.
Pierwszy z przedstawionych tytułów patentów, stanowi podstawę wszystkich pozostałych patentów dotyczących narzędzi do nagniatania, w których zasadniczą częścią jest – zamknięty obwód elementów tocznych.
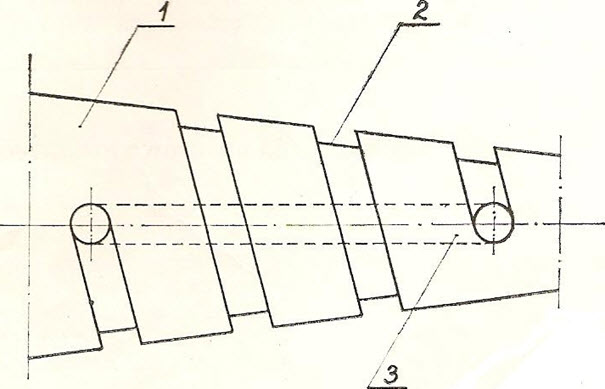
Wynalazek dotyczy narzędzia do nagniatania otworów stożkowych.
Narzędzie jak pokazano na rysunku ( foto 2.) składa się z trzpienia stożkowego 1 z naciętym na nim po linii śrubowej rowkiem 2. Początek i koniec rowka łączy otwór 3.
W rowku i w otworze znajdują się kulki ( lub inne elementy toczne), które poruszają się przy dogniataniu ( nagniataniu) dzięki sile tarcia kulek o nagniataną powierzchnię.
Dzięki temu, że początek i koniec rowka połączone są otworem, kulki tocząc się i ślizgając się jako obieg zamknięty ( treść tego ostatniego zdania dotyczy wszystkich niżej podanych rozwiązań patentowych).
2.2. Patent nr 64227 - Sposób zwiększania twardości, gładkości i odporności na ścieranie powierzchni płaskiej jednocześnie na całej szerokości tej powierzchni oraz urządzenie do stosowania tego sposobu
Twórcy wynalazku: Bogdan Zając, Jan Grajcar (Politechnika Częstochowska); opublikowano 5.01.1972 r.
Dotychczas płaskie powierzchnie obrabiano narzędziem, na którego czołowej powierzchni znajdowały się elementy dogniatające przykładowo w postaci kulek.
Obróbka powierzchni płaskiej, polega na dociśnięciu narzędzia do obrabianej powierzchni, przy czym narzędzie posiadało ruch obrotowy a przedmiot ruch posuwisty, względnie, narzędzie ruch obrotowy i posuwisty. Dotychczas, powierzchnie płaskie obrabiane na drodze zgniotu powierzchniowego -- metodami statycznymi, są obrabiane narzędziami, których elementy dogniatające posiadają ruch wokół własnej osi i wokół osi narzędzia. Torem ruchu tych elementów jest okrąg. Narzędzia te są przykładane do dogniatanej powierzchni czołowo.
Dotychczas stosowane sposoby dogniatania powierzchni płaskich są bardzo pracochłonne. Narzędzia do dogniatania wymagają dużych sił przyłożonych wzdłuż ich osi, co niekorzystnie wpływa na łożyskowanie wrzeciona obrabiarki, na której przeprowadzany jest proces dogniatania. Elementy oddzielające poszczególne kulki i zabezpieczające je przed wypadaniem, w dotychczas stosowanych narzędziach szybko zużywają się z uwagi na różne warunki pracy kulki w zależności od jej przyłożenia na obwodzie narzędzia.
Gładkościowa obróbka przez dogniatanie, pod względem uzyskania żądanej klasy chropowatości powierzchni, zastępuje wszystkie znane sposoby obróbki gładkościowej a ponadto, powierzchnia po dognieceniu jest utwardzona i posiada większą odporność na ścieranie.
Celem wynalazku jest skrócenie czasu dogniatania powierzchni płaskiej oraz zwiększenie trwałości urządzenia do dogniatania, przez opracowanie takiego urządzenia do dogniatania, które umożliwia zwiększenie prędkości ruchu względnego urządzenia względem obrabianej powierzchni, przy jednoczesnym zmniejszeniu siły docisku elementów dogniatających do powierzchni obrabianej.
Wytyczone zadanie zostało rozwiązane w ten sposób, że obrabiany przedmiot zamocowuje się na stole obrabiarki. Urządzeniu dogniatającemu nadaje się ruch obrotowy. Obracające się urządzenie dogniatające, dociska się do przesuwającej się prostopadle do osi urządzenia, powierzchni obrabianej. Dogniatanie odbywa się przy jednoczesnym toczeniu i ślizganiu się elementów dogniatających.
Urządzenie według wynalazku, wykonane jest w postaci trzpienia walcowego, na którym wycięto rowek wzdłuż linii śrubowej, którego początek i koniec połączony jest kanałem wykonanym wewnątrz trzpienia. W rowku i kanale znajdują się elementy dogniatające w postaci kulek. Kulki zabezpiecza się przed wypadaniem z rowka przykładowo osłoną zamocowaną na trzpieniu. Osłona jest wykonana w postaci cienkościennej tulejki, na której wycięto rowek wzdłuż linii śrubowej, o skoku równym skokowi linii śrubowej, naciętej na trzpieniu o szerokości mniejszej od średnicy kulki. Ruch kulek otrzymuje się dzięki sile tarcia, powstałej na skutek siły docisku urządzenia dogniatającego do obrabianej powierzchni oraz obrotu urządzenia i ruchu względnego urządzenia względem przedmiotu.
Sposób zwiększania trwałości, gładkości i odporności na ścieranie powierzchni płaskich przez dogniatanie, według wynalazku pozwala uzyskać żądanej klasy chropowatość obrabianej powierzchni, a czas obróbki jest krótszy od czasu obróbki dotychczas stosowanego. Powierzchnię dogniata się równomiernie na całej żądanej szerokości przedmiotu obrabianego, stosując odpowiedniej szerokości urządzenie do dogniatania.
Urządzenie do dogniatania jest dociskane do obrabianego przedmiotu ze znacznie mniejszą siłą niż jest to wymagane przy stosowaniu dotychczasowych narzędzi, z uwagi na to, że przeznaczony na dogniatanie cały naddatek materiału jest dogniatany przez kolejno następujące po sobie kulki. Występujące mniejsze naciski przy obróbce, zmniejszają zużycie się obrabiarki, na której przeprowadza się dogniatanie.
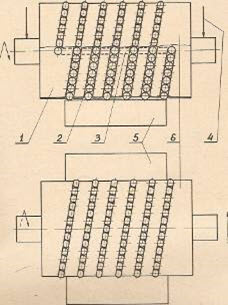
Przedmiot wynalazku przedstawiony jest w przykładzie wykonania na rysunku, na którym fig. l przedstawia widok urządzenia i obrabianego przedmiotu w kierunku obrabianej powierzchni, a fig. 2 widok w kierunku prostopadłym do obrabianej powierzchni.
Przebieg obróbki powierzchni dogniatanej jest następujący: przedmiot obrabiany 5 mocuje się znanym sposobem na stole obrabiarki, urządzeniu dogniatającego zamocowanego we wrzecionie obrabiarki, nadaje się mu ruch obrotowy oraz ruch prostopadły do jego osi. Następnie urządzenie przesuwa się w kierunku przedmiotu obrabianego 5, przy czym powierzchnia obrabiana jest mocowana tak, by była równoległa do osi urządzenia w każdym następnym położeniu urządzenia. Po dosunięciu urządzenia do obrabianego przedmiotu 5, dociska się je do obrabianej powierzchni z siłą potrzebną do dokonania zgniotu.
Elementy dogniatające, na skutek ruchów urządzenia i jego docisku do obrabianej powierzchni, dogniatają ją w wyniku własnego obrotu i poślizgu kulki. Powierzchnia obrabiana jest 5 dogniatana przez kolejno następujące po sobie kulki.
Urządzenie dogniatające według wynalazku, składa się z trzpienia walcowego l z naciętym po linii śrubowej rowkiem 2, przy czym początek i koniec rowka 2 łączy kanał 3. W rowku 2 i kanale 3 znajdują się elementy dogniatające w postaci kulek. Osłona 6 z wyciętym rowkiem, przymocowana do trzpienia l zabezpiecza kulki przed wypadaniem, które w wyniku ruchów i docisku urządzenia do powierzchni obrabianej, przesuwają się w rowku 2 i kanale 3.










 BAZA WIEDZY
BAZA WIEDZY 



 Centra obróbkowe przygotowane do obsługiwania przez robot przemysłowy IRb-60 obróbki skrawaniem zestawu detali
Centra obróbkowe przygotowane do obsługiwania przez robot przemysłowy IRb-60 obróbki skrawaniem zestawu detali










