Patent na urządzenie do dogniatania, zwłaszcza płaskich pierścieniowych powierzchni uszczelniających zamknięcie przepływu w armaturze rurociągowej - wdrożony w Bielskiej Fabryce Armatur.
W tym opracowaniu przedstawione zostaną wielo kulkowe narzędzia do nagniatania, pracujące na zasadzie przemieszczania się w obudowie narzędzia i na jego roboczej powierzchni. Narzędzia te mogą być użyte do pracy na obrabiarkach CNC [2 - Wstęp do CNC].
W narzędziach tych, zasadniczym jest zamknięty obwód wielu elementów tocznych [1]. Obwód ten podczas nagniatania ma możliwość przemieszczania się w obudowie narzędzia, oraz wykonywać ruch zgodny z ruchem obudowy, te złożone ruchy elementów nagniatających powodują, że powierzchnia metalu jest kształtowana przez toczenie i jednoczesne ślizganie się danych elementów.
Na narzędzia te składało się 11 opatentowanych sposobów nagniatania różnych kształtów metalowych powierzchni (kilka z nich były wdrożone w polskich zakładach przemysłowych).
Biorąc pod uwagę fakt, że we wszystkich poniższych opisach patentowych nie zamieszczono ich zastrzeżeń patentowych, stanowiących podstawową wartość każdego patentu, poniższe opisy patentowe także nie zostają obciążone tym rodzajem warunków. Jednak pragnę zaznaczyć, że producenci, którzy wykażą zainteresowanie produkcją seryjną (jednego gabarytu), przy użyciu obrabiarek CNC, nowych w swej budowie wielokulkowych narzędzi toczno-ślizgowych, otrzymają pełną informację ODNOŚCIE ZASTRZEŻEŃ PATENTOWYCH i rozwiązań konstrukcyjnych oraz bieżące doradztwo z mojej strony (w języku polskim). W dalszej części wpisu przedstawiony jest cały zestaw tych narzędzi [1].
Patent nr 71321 - Urządzenie do dogniatania, zwłaszcza płaskich pierścieniowych powierzchni uszczelniających zamknięcie przepływu w armaturze rurociągowej - wdrożony w Bielskiej Fabryce Armatur.
Twórcy wynalazku: Bogdan Zając (Politechnika Częstochowska), Henryk Żegunia, Stanisław J. Szeląg; opublikowano 15.10.1974 r.
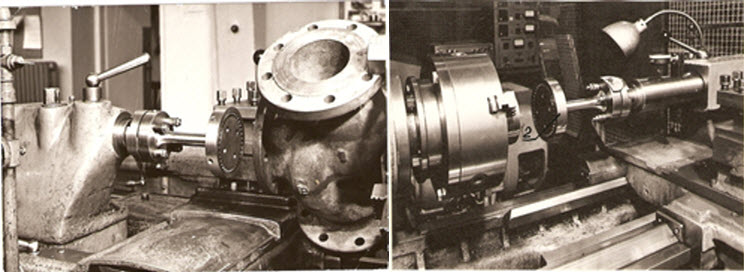
Dodatkowo można zobaczyć zdjęcia narzędzia przy pomocy, którego nagniatano pierścieniowe powierzchnie uszczelniające w armaturze rurociągowej:
powierzchnię uszczelniającą w korpusie zaworu,
powierzchnię uszczelniającą na grzybku współpracującą z powierzchnią korpusu zaworu
Można również przeczytać "laurkę" wystawioną nam przez Bielską Fabrykę Armatur:
Nawiązując do naszego pisma TT-53/L.dz.1967/73 z dnia 22.II.73r, pragniemy potwierdzić, że wykonane przez Instytut Technologii Budowy Maszyn Politechniki Częstochowskiej i wdrożone u nas urządzenie do nagniatania powierzchni uszczelniających w zaworach w okresie 2-letniej eksploatacji wykazało przydatność, a z wprowadzonej metody uzyskujemy założone efekty ekonomiczne w postaci obniżonej pracochłonności w wysokości 143 100 zł., natomiast efekty jakościowe wyrażają się w przedłużonej żywotności i pełnej zamienności współpracujących detali. Jednocześnie stwierdzam, że przekazane nam ostatnio przez Dr inż.Bogdana Zająca materiały w postaci wyników z nieodpłatnie przeprowadzonych badań oraz opracowań teoretycznych w postaci konkretnych wzorów pozwala nam na wprowadzenie tej metody do pozostałych gabarytów zaworów i zasuw, co da oszczędności w wysokości 120 000 zł. rocznie. Dlatego tez chcemy tą drogą wyrazić nasze zadowolenie ze współpracy z Wami.
Zadowolenie to jest tym większe, że to nasz zakład pierwszy na świecie zastosował nowy sposób gładkościowej obróbki pierścieni uszczelniających w zaworach.
Patent NR 71321 jako urządzenie do dogniatania, zwłaszcza płaskich pierścieniowych powierzchni uszczelniających, zamknięcie przepływu w armaturze rurociągowej jest praktycznym dowodem, że narzędzia wielo kulkowe mają możliwości zwiększenia wydajności w procesie produkcyjnym , przez sam fakt, że jest zwiększona liczba elementów nagniatających , czyli spowodowanie, że już w czasie pierwszego obrotu następuje proces nagniatania wszystkimi kulkami będącymi elementami roboczymi określonego narzędzia toczno-ślizgowego. Jeżeli zamiast tokarki zastosowana zostanie obrabiarka CNC z integralnością systemu, prostotą obsługi możliwością pracy w globalnej sieci internetowej [3] (Zagadnienia modeli wirtualnych do sterowania obrabiarek. Mieczysław Pajor, Kamil Stateczny, Krzysztof Pietrusewicz, Łukasz Urbański, to wydajność takiej konfiguracji ulegnie znacznemu zwiększeniu, tym samym ekonomiczność wyrobu staje się większa.
Staje się to zachętą do rozszerzenia typizacji tego rodzaju sposobu obróbki, przy użyciu nowych wielo kulkowych narzędzi i jest powodem zmniejszenia gabarytów wyrobu co powoduje większe dostosowanie poszczególnych gabarytów do potrzeb dla poszczególnych zastosowań.
Tym sposobem staje się to podstawą rozwoju, skorelowanym z powyższymi urządzeniami powodując przyczyny powstania warunków rozwoju nowej generacji CNC.
Administratorem danych osobowych jest Media Pakiet Sp. z o.o. z siedzibą w Białymstoku, adres: 15-617 Białystok ul. Nowosielska 50, @: biuro@elektroonline.pl. W Polityce Prywatności Administrator informuje o celu, okresie i podstawach prawnych przetwarzania danych osobowych, a także o prawach jakie przysługują osobom, których przetwarzane dane osobowe dotyczą, podmiotom którym Administrator może powierzyć do przetwarzania dane osobowe, oraz o zasadach zautomatyzowanego przetwarzania danych osobowych.
Komentarze (1)
Wysyłanie danych ...
łukasz
09:32
13 styczeń 2014
pomysł wydaje się dobry, firmy dysponują maszynami cnc na rożnym poziomie, jak do tej pory byłem najbardziej zadowolony z usług http://bmtpro.com/










 BAZA WIEDZY
BAZA WIEDZY 



 Centra obróbkowe przygotowane do obsługiwania przez robot przemysłowy IRb-60 obróbki skrawaniem zestawu detali
Centra obróbkowe przygotowane do obsługiwania przez robot przemysłowy IRb-60 obróbki skrawaniem zestawu detali









