|
|
 |

|

|

|
Energetyka, Automatyka przemysłowa, Elektrotechnika






|
|
|
|
|
|
|
Coraz bardziej postępująca miniaturyzacja i zwiększenie gęstości upakowania układów elektronicznych, powoduje powstawanie większej ilości różnego rodzaju wad podczas wytwarzania zarówno samej płytki obwodu drukowanego, jak również w czasie procesu montażu elektronicznego. Dlatego konieczna jest odpowiednia kontrola wykonania gotowego wyrobu.
Wykorzystywane są do tego celu urządzenia automatycznej inspekcji optycznej, pozwalające na szybkie i dokładne sprawdzenie jakości połączeń lutowanych po wykonaniu montażu elementów elektronicznych. Jednakże inspekcja optyczna nie dostarcza informacji o jakości powstałych połączeń lutowanych pod obudową podzespołu elektronicznego, tak jak to ma miejsce w przypadku wielowyprowadzeniowych struktur BGA, CSP lub nieobudowanych struktur półprzewodnikowych typu flip chip (rys. 1). Szczegółowych informacji na temat jakości połączeń tych podzespołów i struktur dostarcza automatyczna kontrola rentgenowska [1].
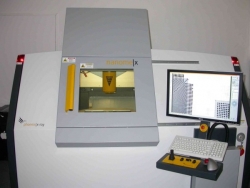
Badania rentgenowskie w Instytucie Tele- i Radiotechnicznym wykonywane są na urządzeniu do inspekcji rentgenowskiej Nanome/X 180 NF, umożliwiającym obserwację badanego obiektu nie tylko w jednej płaszczyźnie, ale również pod kątem do 70°. Jest to niezwykle pomocne podczas kontroli połączeń lutowanych elementów w obudowach z wyprowadzeniami sferycznymi, gdyż tylko wtedy można prowadzić bardziej złożone analizy jakości połączeń po procesie lutowania [2].
Wykonując analizę rentgenowską należy pamiętać, że na jakość połączenia lutowanego ma wpływ wiele czynników. Wykryte wady w wyniku badania rentgenowskiego w połączeniach lutowanych można zaobserwować bezpośrednio po montażu podzespołów oraz po długotrwałej eksploatacji gotowego wyrobu.
Analiza rentgenowska połączenia lutowanego przeprowadzana jest w celu kontroli ich kształtu, wykrycia ewentualnych zwarć miedzy nimi oraz procentowej zawartości występujących w nich pustek.
Rys. 1. Przykłady obserwowanych na defektoskopie rentgenowskim połączeń podzespołów flip chip
Wykonanie kontroli jakości połączeń lutowanych podzespołów miniaturowych, jakimi są podzespoły BGA i CSP, jest wręcz niemożliwa, bez wykonania badania na defektoskopie rentgenowskim. Spowodowane jest to dużą liczbą wejść i wyjść w bardzo małym rastrze, umieszczonych pod obudową ograniczającą obserwację optyczną tych połączeń.
W układach typu BGA i CSP o dużej gęstości wyprowadzeń możliwe jest występowanie zwarć. Przyczyną ich powstawania jest nadmierna ilość pasty lutowniczej lub przesunięcie w obrębie maski lutowniczej, ewentualnie skumulowanie się kilku negatywnych czynników podczas montażu. Przykłady zwarć połączeń lutowanych podzespołów CSP przedstawiono na rys. 2. Widoczne są mostki lutu pomiędzy dwoma lub wieloma polami lutowniczymi, powstałe na skutek nadruku nadmiernej ilości pasty lutowniczej.
Rys. 2. Przykłady obserwowanych mostków lutu w połączeniach podzespołu CSP
Proces montażu podzespołów elektronicznych, których wyprowadzenia znajdują się pod obudową, wymaga dużej dokładności wykonania, zwłaszcza na polach lutowniczych z mikrootworami nieprzelotowymi. Przy nieodpowiednim doborze pasty i profilu lutowania możliwe jest występowanie dużej ilości pustek (ang. voids) [4]. Dlatego zalecana jest częsta kontrola zmontowanych zespołów elektronicznych na urządzeniu rentgenowskim, aby uniknąć występowaniu nadmiernej ilości pustek w połączeniu lutowanym. Wykorzystuje się do tej kontroli specjalny moduł do automatycznej inspekcji układów BGA i CSP. Tego typu wadę w wypadku układu BGA pokazano na rys. 3.
Rys. 3. Przykłady obserwowanych na defektoskopie rentgenowskim pustych przestrzeni w połączeniach podzespołu BGA
Kolejną wadą połączenia lutowanego, którą można zaobserwować na urządzeniu rentgenowskim, jest zimny lut (ang. Head on Pillow – HoP) wyprowadzeń podzespołów BGA i CSP. Wada ta powstaje, gdy następuje całkowite zwilżenie przez pastę lutowniczą pola lutowniczego przy jednoczesnym niecałkowitym zwilżeniu kulki lutu kontaktów sferycznych podzespołu oraz braku koalescencji pasty i kulki lutu w procesie rozpływu. Wykrycie tej wady byłoby niemożliwe bez obserwacji promieniami rentgenowskimi, ponieważ bezpośrednio po procesie montażu połączenie jest na tyle trwałe, że wykazuje ciągłość elektryczną.
Dopiero po okresie użytkowania wskutek urazu mechanicznego lub narażenia temperaturowego, dochodzi do uszkodzenia połączenia na granicy pola lutowniczego i kontaktu sferycznego podzespołu [3, 5, 6].
Przykład zdjęcia rentgenowskiego z wadą połączenia lutowanego HoP pokazano na rys. 4. Dla lepszego zobrazowania tego niekorzystnego zjawiska na rys. 5 zostały zamieszczone zdjęcia zgładów metalograficznych.
Rys. 4. Przykłady obserwowanych na defektoskopie rentgenowskim połączeń podzespołów BGA – wada HoP
Rys. 5. Przykłady zdjęć zgładów połączeń lutowanych z wadą HoP
Wykonane płytki po montażu elektronicznym zawierają również mniej skomplikowane podzespoły elektroniczne w odróżnieniu od podzespołów BGA czy CSP. Do takich elementów należą rezystory i kondensatory. Jednak sprawdzenie jakości połączeń lutowanych tych podzespołów również wymaga wnikliwej analizy rentgenowskiej.
Często przeprowadzone badanie uwidacznia szereg wad, o których już wspomniano przy omawianiu układów BGA i CSP, tzn. występowanie pustych przestrzeni w połączeniu lutowanym lub występowanie przesunięcia montowanego elementu.
Wada ta jest możliwa do skorygowania na płytce i po ponownej kontroli wykonania połączenia możliwa jest dalsza eksploatacja finalnego produktu przez klienta. Przykład prawidłowo wykonanego montażu rezystora na płytce pokazano na rys. 6.
Rys. 6. Zdjęcie rentgenowskie rezystora: a) widok z góry, b) widok pod kątem 45°
Oprócz wyżej wymienionych badań rentgenowskich podzespołów na płytce, wykonywane są obserwacje diod LED, a w szczególności ocena poprawności połączeń wewnątrz elementu.
Aby sprawdzić połączenie struktury półprzewodnikowej do podłoża, bądź połączenie drutowe, tego rodzaju badania wykonuje się praktycznie przy maksymalnych powiększeniach detektora rentgenowskiego. Wyniki tych obserwacji są widoczne na rys. 7.
Na zdjęciach przedstawione są nieznaczne odklejenia struktury półprzewodnikowej od podłoża. Natomiast w połączeniach drutowych nie zaobserwowano widocznego uszkodzenia, mogącego wpływać na poprawność działania diody LED.
Rys. 7. Zdjęcie rentgenowskie diody LED : a) widok z góry, b) widok pod kątem 90°
Prawidłowa ocena jakości wykonania płytki obwodu drukowanego jest bardzo dużym wyzwaniem, jeżeli nie jest możliwe trwałe uszkodzenie badanego obiektu. Obserwacja nawet pod dużym powiększeniem na mikroskopie nie daje takich efektów, jak obserwacja na urządzeniu rentgenowskim. Można z powodzeniem sprawdzić jakość wykonanych ścieżek lub w razie potrzeby dokonać ich pomiar szerokości i porównać z wymaganiami klienta.
Wychylenie detektora w urządzeniu rentgenowskim o zadany kąt pozwala również zaobserwować kształt i poprawność połączenia pomiędzy poszczególnymi warstwami, stanowiącymi jedną całość obwodu drukowanego. Przykładowe zdjęcia przelotek i ubytku w ścieżce zostały pokazane na rys. 8. Obserwacja zdjęć rentgenowskich płytki umożliwiła uzyskanie informacji o prawidłowych połączeniach między warstwami i bardzo dużym ubytku w jednej ze ścieżek.
Rys. 8. Zdjęcie rentgenowskie płytki: a) widok przelotek, b) widok ubytku w ścieżce
Wykorzystanie techniki rentgenowskiej w badaniach oraz przy produkcji precyzyjnych płytek drukowanych znacznie przyspiesza proces kontroli i pozwala uzyskać obszerną liczbę danych, dzięki którym możliwa jest naprawa lub wymiana wadliwego podzespołu, a tym samym dopuszczenie urządzenia do ponownej eksploatacji.
Natomiast w wypadku wytwarzania płytek precyzyjnych, posiadających w swojej budowie nowatorskie materiały, możemy na urządzeniu rentgenowskim na bieżąco kontrolować poprawność usytuowania poszczególnych warstw między sobą, oraz wykryć ewentualne nieprawidłowości w połączeniach.
Dodatkową zaletą badań rentgenowskich jest ich nieniszczący charakter kontrolowanych układów elektronicznych, ewentualne wady w połączeniu lutowanym można naprawić poprzez ponowny montaż.
Szczególnie pomocna jest analiza rentgenowska przy montażu układów BGA i CSP z kontaktami sferycznymi, ze względu na możliwość obserwacji połączeń ukrytych pod obudową.
Literatura:
[1] Araźna A., Kozioł G.: Badanie jakości połączeń lutowanych podzespołów ultraminiaturowych. Elektronika 7/2009, ss. 97–100.
[2] Borecki J., Serzysko T.: Zastosowanie past lutowniczych o zróżnicowanej temperaturze topnienia w wieloetapowym procesie montażu elektronicznego. Elektronika 8/2012, ss. 82–87.
[3] Kozioł G., Stęplewki W., Serzysko T.: Analiza powstawania zimnych połączeń lutowanych podzespołów BGA w montażu bezołowiowym. Elektronika 7/2011, ss. 38-42.
[4] Bryant K.: Investigation voids, Circuit Assembly. 15 (6), pp. 18–20, 2004.
[5] Scalzo, M.: Addressing the Challenge of Head-in-Pillow Defects in Electronics Assembly. Indium Corporation Technical Library, 2009.
[6] Bath J., Garcia R.: Investigation and development of thin- lead and leadfree solder pastes to reduce the head-in-pillow component soldering defect. Global SMT & Packaging, Vol. 9, No. 12, pp. 10–16, 2009.

| REKLAMA |
|
|

| REKLAMA |
|
|











 view from the top, b) view at an angle of 45°")
 view from the top, b) view at an angle of 90°")
 view of vias, b) view of the defect in the path")











