Patent na urządzenie do dogniatania, zwłaszcza płaskich pierścieniowych powierzchni uszczelniających zamknięcie przepływu w armaturze rurociągowej - wdrożony w Bielskiej Fabryce Armatur.
W tym opracowaniu przedstawione zostaną wielo kulkowe narzędzia do nagniatania, pracujące na zasadzie przemieszczania się w obudowie narzędzia i na jego roboczej powierzchni. Narzędzia te mogą być użyte do pracy na obrabiarkach CNC [2 - Wstęp do CNC].
W narzędziach tych, zasadniczym jest zamknięty obwód wielu elementów tocznych [1]. Obwód ten podczas nagniatania ma możliwość przemieszczania się w obudowie narzędzia, oraz wykonywać ruch zgodny z ruchem obudowy, te złożone ruchy elementów nagniatających powodują, że powierzchnia metalu jest kształtowana przez toczenie i jednoczesne ślizganie się danych elementów.
Na narzędzia te składało się 11 opatentowanych sposobów nagniatania różnych kształtów metalowych powierzchni (kilka z nich były wdrożone w polskich zakładach przemysłowych).
Biorąc pod uwagę fakt, że we wszystkich poniższych opisach patentowych nie zamieszczono ich zastrzeżeń patentowych, stanowiących podstawową wartość każdego patentu, poniższe opisy patentowe także nie zostają obciążone tym rodzajem warunków. Jednak pragnę zaznaczyć, że producenci, którzy wykażą zainteresowanie produkcją seryjną (jednego gabarytu), przy użyciu obrabiarek CNC, nowych w swej budowie wielokulkowych narzędzi toczno-ślizgowych, otrzymają pełną informację ODNOŚCIE ZASTRZEŻEŃ PATENTOWYCH i rozwiązań konstrukcyjnych oraz bieżące doradztwo z mojej strony (w języku polskim). W dalszej części wpisu przedstawiony jest cały zestaw tych narzędzi [1].
Patent nr 71321 - Urządzenie do dogniatania, zwłaszcza płaskich pierścieniowych powierzchni uszczelniających zamknięcie przepływu w armaturze rurociągowej - wdrożony w Bielskiej Fabryce Armatur.
Twórcy wynalazku: Bogdan Zając (Politechnika Częstochowska), Henryk Żegunia, Stanisław J. Szeląg; opublikowano 15.10.1974 r.
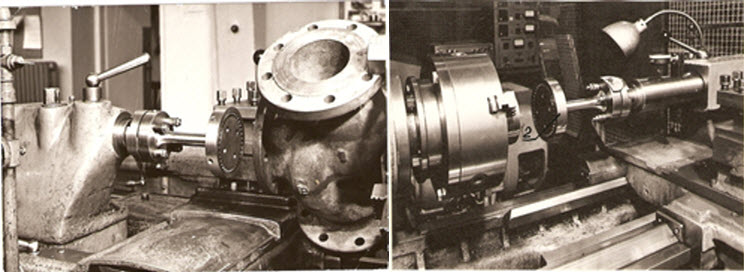
Dodatkowo można zobaczyć zdjęcia narzędzia przy pomocy, którego nagniatano pierścieniowe powierzchnie uszczelniające w armaturze rurociągowej:
powierzchnię uszczelniającą w korpusie zaworu,
powierzchnię uszczelniającą na grzybku współpracującą z powierzchnią korpusu zaworu
Można również przeczytać "laurkę" wystawioną nam przez Bielską Fabrykę Armatur:
Nawiązując do naszego pisma TT-53/L.dz.1967/73 z dnia 22.II.73r, pragniemy potwierdzić, że wykonane przez Instytut Technologii Budowy Maszyn Politechniki Częstochowskiej i wdrożone u nas urządzenie do nagniatania powierzchni uszczelniających w zaworach w okresie 2-letniej eksploatacji wykazało przydatność, a z wprowadzonej metody uzyskujemy założone efekty ekonomiczne w postaci obniżonej pracochłonności w wysokości 143 100 zł., natomiast efekty jakościowe wyrażają się w przedłużonej żywotności i pełnej zamienności współpracujących detali. Jednocześnie stwierdzam, że przekazane nam ostatnio przez Dr inż.Bogdana Zająca materiały w postaci wyników z nieodpłatnie przeprowadzonych badań oraz opracowań teoretycznych w postaci konkretnych wzorów pozwala nam na wprowadzenie tej metody do pozostałych gabarytów zaworów i zasuw, co da oszczędności w wysokości 120 000 zł. rocznie. Dlatego tez chcemy tą drogą wyrazić nasze zadowolenie ze współpracy z Wami.
Zadowolenie to jest tym większe, że to nasz zakład pierwszy na świecie zastosował nowy sposób gładkościowej obróbki pierścieni uszczelniających w zaworach.
Patent NR 71321 jako urządzenie do dogniatania, zwłaszcza płaskich pierścieniowych powierzchni uszczelniających, zamknięcie przepływu w armaturze rurociągowej jest praktycznym dowodem, że narzędzia wielo kulkowe mają możliwości zwiększenia wydajności w procesie produkcyjnym , przez sam fakt, że jest zwiększona liczba elementów nagniatających , czyli spowodowanie, że już w czasie pierwszego obrotu następuje proces nagniatania wszystkimi kulkami będącymi elementami roboczymi określonego narzędzia toczno-ślizgowego. Jeżeli zamiast tokarki zastosowana zostanie obrabiarka CNC z integralnością systemu, prostotą obsługi możliwością pracy w globalnej sieci internetowej [3] (Zagadnienia modeli wirtualnych do sterowania obrabiarek. Mieczysław Pajor, Kamil Stateczny, Krzysztof Pietrusewicz, Łukasz Urbański, to wydajność takiej konfiguracji ulegnie znacznemu zwiększeniu, tym samym ekonomiczność wyrobu staje się większa.
Staje się to zachętą do rozszerzenia typizacji tego rodzaju sposobu obróbki, przy użyciu nowych wielo kulkowych narzędzi i jest powodem zmniejszenia gabarytów wyrobu co powoduje większe dostosowanie poszczególnych gabarytów do potrzeb dla poszczególnych zastosowań.
Tym sposobem staje się to podstawą rozwoju, skorelowanym z powyższymi urządzeniami powodując przyczyny powstania warunków rozwoju nowej generacji CNC.
2. OPISY PATENTÓW
Poniżej jest przedstawiony zestaw patentów narzędzi spełniających warunki pracy narzędzi do wielokulkowego nagniatania toczno-ślizgowego.
2.1. Patent nr 56704 - Urządzenie do dogniatania otworów stożkowych
Twórca wynalazku: Bogdan Zając (Politechnika Częstochowska); opublikowano 20.12.1968 r.
Pierwszy z przedstawionych tytułów patentów, stanowi podstawę wszystkich pozostałych patentów dotyczących narzędzi do nagniatania, w których zasadniczą częścią jest – zamknięty obwód elementów tocznych.
Wynalazek dotyczy narzędzia do nagniatania otworów stożkowych.
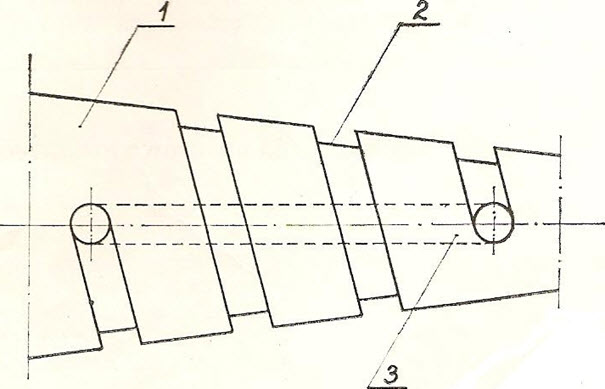
Narzędzie jak pokazano na rysunku ( foto 2.) składa się z trzpienia stożkowego 1 z naciętym na nim po linii śrubowej rowkiem 2. Początek i koniec rowka łączy otwór 3.
W rowku i w otworze znajdują się kulki ( lub inne elementy toczne), które poruszają się przy dogniataniu ( nagniataniu) dzięki sile tarcia kulek o nagniataną powierzchnię.
Dzięki temu, że początek i koniec rowka połączone są otworem, kulki tocząc się i ślizgając się jako obieg zamknięty ( treść tego ostatniego zdania dotyczy wszystkich niżej podanych rozwiązań patentowych).
2.2. Patent nr 64227 - Sposób zwiększania twardości, gładkości i odporności na ścieranie powierzchni płaskiej jednocześnie na całej szerokości tej powierzchni oraz urządzenie do stosowania tego sposobu
Twórcy wynalazku: Bogdan Zając, Jan Grajcar (Politechnika Częstochowska); opublikowano 5.01.1972 r.
Dotychczas płaskie powierzchnie obrabiano narzędziem, na którego czołowej powierzchni znajdowały się elementy dogniatające przykładowo w postaci kulek.
Obróbka powierzchni płaskiej, polega na dociśnięciu narzędzia do obrabianej powierzchni, przy czym narzędzie posiadało ruch obrotowy a przedmiot ruch posuwisty, względnie, narzędzie ruch obrotowy i posuwisty. Dotychczas, powierzchnie płaskie obrabiane na drodze zgniotu powierzchniowego -- metodami statycznymi, są obrabiane narzędziami, których elementy dogniatające posiadają ruch wokół własnej osi i wokół osi narzędzia. Torem ruchu tych elementów jest okrąg. Narzędzia te są przykładane do dogniatanej powierzchni czołowo.
Dotychczas stosowane sposoby dogniatania powierzchni płaskich są bardzo pracochłonne. Narzędzia do dogniatania wymagają dużych sił przyłożonych wzdłuż ich osi, co niekorzystnie wpływa na łożyskowanie wrzeciona obrabiarki, na której przeprowadzany jest proces dogniatania. Elementy oddzielające poszczególne kulki i zabezpieczające je przed wypadaniem, w dotychczas stosowanych narzędziach szybko zużywają się z uwagi na różne warunki pracy kulki w zależności od jej przyłożenia na obwodzie narzędzia.
Gładkościowa obróbka przez dogniatanie, pod względem uzyskania żądanej klasy chropowatości powierzchni, zastępuje wszystkie znane sposoby obróbki gładkościowej a ponadto, powierzchnia po dognieceniu jest utwardzona i posiada większą odporność na ścieranie.
Celem wynalazku jest skrócenie czasu dogniatania powierzchni płaskiej oraz zwiększenie trwałości urządzenia do dogniatania, przez opracowanie takiego urządzenia do dogniatania, które umożliwia zwiększenie prędkości ruchu względnego urządzenia względem obrabianej powierzchni, przy jednoczesnym zmniejszeniu siły docisku elementów dogniatających do powierzchni obrabianej.
Wytyczone zadanie zostało rozwiązane w ten sposób, że obrabiany przedmiot zamocowuje się na stole obrabiarki. Urządzeniu dogniatającemu nadaje się ruch obrotowy. Obracające się urządzenie dogniatające, dociska się do przesuwającej się prostopadle do osi urządzenia, powierzchni obrabianej. Dogniatanie odbywa się przy jednoczesnym toczeniu i ślizganiu się elementów dogniatających.
Urządzenie według wynalazku, wykonane jest w postaci trzpienia walcowego, na którym wycięto rowek wzdłuż linii śrubowej, którego początek i koniec połączony jest kanałem wykonanym wewnątrz trzpienia. W rowku i kanale znajdują się elementy dogniatające w postaci kulek. Kulki zabezpiecza się przed wypadaniem z rowka przykładowo osłoną zamocowaną na trzpieniu. Osłona jest wykonana w postaci cienkościennej tulejki, na której wycięto rowek wzdłuż linii śrubowej, o skoku równym skokowi linii śrubowej, naciętej na trzpieniu o szerokości mniejszej od średnicy kulki. Ruch kulek otrzymuje się dzięki sile tarcia, powstałej na skutek siły docisku urządzenia dogniatającego do obrabianej powierzchni oraz obrotu urządzenia i ruchu względnego urządzenia względem przedmiotu.
Sposób zwiększania trwałości, gładkości i odporności na ścieranie powierzchni płaskich przez dogniatanie, według wynalazku pozwala uzyskać żądanej klasy chropowatość obrabianej powierzchni, a czas obróbki jest krótszy od czasu obróbki dotychczas stosowanego. Powierzchnię dogniata się równomiernie na całej żądanej szerokości przedmiotu obrabianego, stosując odpowiedniej szerokości urządzenie do dogniatania.
Urządzenie do dogniatania jest dociskane do obrabianego przedmiotu ze znacznie mniejszą siłą niż jest to wymagane przy stosowaniu dotychczasowych narzędzi, z uwagi na to, że przeznaczony na dogniatanie cały naddatek materiału jest dogniatany przez kolejno następujące po sobie kulki. Występujące mniejsze naciski przy obróbce, zmniejszają zużycie się obrabiarki, na której przeprowadza się dogniatanie.
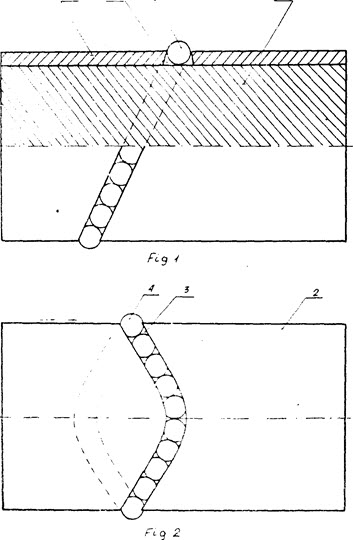
Przedmiot wynalazku przedstawiony jest w przykładzie wykonania na rysunku, na którym fig. l przedstawia widok urządzenia i obrabianego przedmiotu w kierunku obrabianej powierzchni, a fig. 2 widok w kierunku prostopadłym do obrabianej powierzchni.
Przebieg obróbki powierzchni dogniatanej jest następujący: przedmiot obrabiany 5 mocuje się znanym sposobem na stole obrabiarki, urządzeniu dogniatającego zamocowanego we wrzecionie obrabiarki, nadaje się mu ruch obrotowy oraz ruch prostopadły do jego osi. Następnie urządzenie przesuwa się w kierunku przedmiotu obrabianego 5, przy czym powierzchnia obrabiana jest mocowana tak, by była równoległa do osi urządzenia w każdym następnym położeniu urządzenia. Po dosunięciu urządzenia do obrabianego przedmiotu 5, dociska się je do obrabianej powierzchni z siłą potrzebną do dokonania zgniotu.
Elementy dogniatające, na skutek ruchów urządzenia i jego docisku do obrabianej powierzchni, dogniatają ją w wyniku własnego obrotu i poślizgu kulki. Powierzchnia obrabiana jest 5 dogniatana przez kolejno następujące po sobie kulki.
Urządzenie dogniatające według wynalazku, składa się z trzpienia walcowego l z naciętym po linii śrubowej rowkiem 2, przy czym początek i koniec rowka 2 łączy kanał 3. W rowku 2 i kanale 3 znajdują się elementy dogniatające w postaci kulek. Osłona 6 z wyciętym rowkiem, przymocowana do trzpienia l zabezpiecza kulki przed wypadaniem, które w wyniku ruchów i docisku urządzenia do powierzchni obrabianej, przesuwają się w rowku 2 i kanale 3.
2.3. Patent nr 67082 - Sposób zwiększania twardości, gładkości i odporności na ścieranie powierzchni cylindrycznych zewnętrznych i wewnętrznych na całej długości tych powierzchni oraz urządzenie do stosowania tego sposobu
Twórcy wynalazku: Bogdan Zając, Jan Grajcar (Politechnika Częstochowska); opublikowano 30.01.1973 r.
Obróbka powierzchni cylindrycznej polega na dociśnięciu elementów dogniatających do obrabianej powierzchni, przy czym narzędzie i obrabiany przedmiot, mają niezależne ruchy obrotowe oraz narzędzie i przedmiot ma ruch osiowy.
Dotychczas cylindryczne powierzchnie obrabiane są narzędziem, którego elementy dogniatające mają ruch obrotowy wokół własnej osi i wokół trzpienia narzędziowego. Torem ruchu na powierzchni trzpienia jest okrąg.
Dotychczas stosowane sposoby dogniatania powierzchni cylindrycznych są bardzo pracochłonne. Narzędzia do dogniatania wymagają dużych sił przyłożonych wzdłuż osi, co niekorzystnie wpływa na łożyskowanie wrzeciona obrabiarki, na której przeprowadzany jest proces dogniatania. Niedogodnością dotychczasowego sposobu dogniatania jest powolny przesuw osiowy narzędzia względnie obrabianej powierzchni cylindrycznej. z uwagi na konieczność uzyskania zgniotu na całej powierzchni.
Gładkościowa obróbka przez dogniatanie, pod względem uzyskania żądanej klasy chropowatości powierzchni, zastępuje wszystkie znane sposoby obróbki gładkościowej, a ponadto, powierzchnia po dognieceniu jest utwardzona i posiada większą odporność na ścieranie.
Celem wynalazku jest skrócenie czasu dogniatania powierzchni cylindrycznej oraz zwiększenie trwałości urządzenia do dogniatania, przez opracowanie takiego urządzenia do dogniatania, które umożliwia zwiększenie prędkości ruchu względnego urządzenia względem obrabianej powierzchni, przy jednoczesnym zmniejszeniu siły docisku elementów dogniatających do powierzchni obrabianej, przy dogniataniu powierzchni cylindrycznych zewnętrznych i wewnętrznych.
Wytyczone zadanie zostało rozwiązane w ten sposób. że obrabiany przedmiot zamocowuje się na obrabiarce umożliwiającej obrót wokół własnej osi przedmiotu obrabianego. Cel ten osiągnięto dzięki temu, że urządzeniu dogniatającemu nadaje się ruch obrotowy i poosiowy. Obracające się urządzenie dogniatające, dociska się do obrabianej powierzchni cylindrycznej. Dogniatanie odbywa się przy jednoczesnym toczeniu i ślizganiu się elementów dogniatających.
Urządzenie według wynalazku, wykonane jest w postaci trzpienia walcowego, na którym nacięto rowek wzdłuż linii śrubowej, którego początek i koniec połączony jest kanałem wykonanym wewnątrz trzpienia. W rowku i kanale znajdują się elementy dogniatające w postaci kulek. Kulki zabezpiecza się przed wypadaniem z rowka, przykładowo osłoną zamocowaną na trzpieniu. Osłona jest wykonana w postaci cienkościennej tulejki, na której wycięto rowek wzdłuż linii śrubowej o skoku równym skokowi linii śrubowej naciętej na trzpieniu o szerokości mniejszej od średnicy kulki.
Ruch kulek otrzymuje się dzięki sile tarcia, powstałej na skutek siły docisku urządzenia dogniatającego do obrabianej powierzchni, oraz obrotu urządzenia względem przedmiotu.
Sposób zwiększania twardości, gładkości i odporności na ścieranie powierzchni cylindrycznych przez dogniatanie, według wynalazku pozwala uzyskać żądanej klasy chropowatość obrabianej powierzchni, a czas obróbki jest krótszy od czasu dotychczas stosowanego.
Powierzchnie dogniata się równomiernie na całej żądanej szerokości przedmiotu obrabianego, stosując odpowiedniej szerokości urządzenia do dogniatania. Urządzenie do dogniatania jest dociskane do obrabianego przedmiotu ze znacznie mniejszą siłą niż jest to wymagane przy stosowaniu dotychczasowych narzędzi, z uwagi na to, że przeznaczony na dogniecenie cały naddatek materiału, jest dogniatany przez kolejno następujące po sobie kulki.
Występujące mniejsze naciski przy obróbce zmniejszają zużycie się obrabiarki, na której przeprowadza się dogniatanie.
Urządzenie dogniatające mocuje się tak, by osie urządzenia i obrabianego przedmiotu 5, były równoległe. Elementy dogniatające, na skutek ruchów obrotowych i poosiowych urządzenia i przedmiotu obrabianego oraz docisku do obrabianego przcdmiotu, dogniatają cylindryczną powierzchnię w wyniku obrotów i poślizgu kulek. Powierzchnia obrabiana jest dogniatana przez kolejno następujące po sobie kulki.
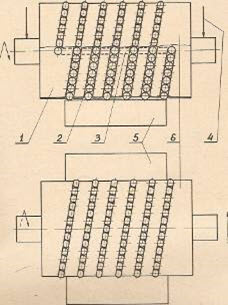
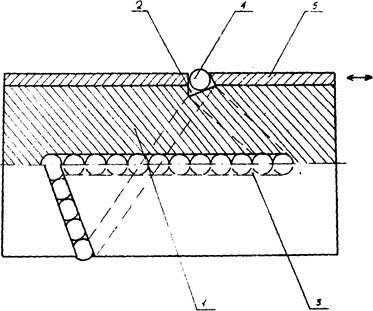
Przedmiot wynalazku jest uwidoczniony w przykładzie wykonania na rysunku, na którym rys. 1 przedstawia urządzenie do obróbki powierzchni zewnętrznej, a rys. 2 powierzchni wewnętrznej.
Rys. 1. Urządzenie do obróbki powierzchni zewnętrznej
Rys. 2. Urządzenie do obróbki powierzchni wewnętrznej.
Urządzenie dogniatające według wynalazku, składa się z trzpienia walcowego l i znanych elementów, pozwalających na zrealizowanie koniecznych ruchów. Trzpień walcowy l ma nacięty po linii śrubowej rowek, przy czym początek i koniec rowka łączy kanał 3. W rowku i kanale 3 znajdują się elementy dogniatające 2 w postaci kulek. Osłona 6 z wyciętym rowkiem, przymocowana do trzpienia l, zabezpiecza kulki 2 przed wypadaniem, które w wyniku ruchów obrotowych i docisku urządzenia do powierzchni obrabianej, przesuwa się w rowku i kanale 3.
Przebieg obróbki dogniataniem cylindrycznych zewnętrznych i wewnętrznych powierzchni, jest następujący. Przedmiot obrabiany 5 mocuje się znanym sposobem na wrzecionie obrabiarki. Trzpieniowi walcowemu l nadaje się ruch obrotowy wokół jego osi oraz wokół osi przedmiotu. Następnie trzpień l przesuwy się w kierunku obrabianego przedmiotu 5, przy czym osie przedmiotu obrabianego i trzpienia l są do siebie równoległe. Po dosunięciu trzpienia do obrabianego przedmiotu 5, dociska się go do obrabianej powierzchni z silą potrzebną do dokonania zgniotu i nadaje się trzpieniowi l posuw wzdłuż tworzącej obrabianego przedmiotu. Elementy dogniatające 2, na skutek występujących tu ruchów i docisku do obrabianej powierzchni, dogniatają ją w wyniku własnego obrotu i poślizgu. Powierzchnia obrabiana jest dogniatana przez kolejno elementy dogniatające 2.
2.4. Patent nr 71286 - Urządzenie do dogniatania zewnętrznych zbieżnych powierzchni obrotowych, zwłaszcza stożkowych powierzchni uszczelniających zawieradeł do zaworów kurkowych
Twórcy wynalazku: Bogdan Zając (Politechnika Częstochowska), Henryk Żegunia, Stanisław J. Szeląg; opublikowano 25.10.1974 r.
Przedmiotem wynalazku jest urządzenie do dogniatania zewnętrznych, zbieżnych powierzchni obrotowych, zwłaszcza stożkowych powierzchni uszczelniających zawieradeł do zaworów kurkowych (kurków) -- sposobem według patentu nr 67082, przy czym wchodzą w rachubę zarówno procesy wytwarzania wspomnianych zaworów, jak i ewentualne procesy naprawcze. Ponadto wchodzą w rachubę również inne, szerokie możliwości stosowania urządzenia według wynalazku, w zakresie wytwarzania bądź napraw różnych elementów metalowych.
Znane -- obok sposobu dogniatania -- z patentu nr 67082 urządzenie do dogniatania powierzchni walcowych, nie nadaje się, z przyczyn technicznych i/lub ekonomicznych, do dogniatania powierzchni obrotowych zbieżnych, w tym stożkowych, a w każdym razie zakres stosowania tego urządzenia jest ograniczony. W szczególności dogniatanie przy pomocy tego znanego urządzenia związane jest z występowaniem znacznych sił promieniowych między urządzeniem a przedmiotem dogniatanym, co jest bardzo niekorzystne, gdyż dyktuje wysokie wymogi w zakresie mocowania urządzenia i przedmiotu oraz nadania całemu układowi, w czasie prowadzenia procesu dogniatania, odpowiedniej sztywności. Niespełnienie tych wymogów z zachowaniem całkowitej pewności może w niektórych przypadkach prowadzić do sprężystych ugięć, a tym samym rzutować na wyniki procesu. W skrajnych przypadkach, np. przy dużej smukłości elementu dogniatanego, może nawet dochodzić do odkształceń (skrzywień) trwałych. Ponadto może wchodzić w rachubę przyspieszone zużywanie się urządzenia dogniatającego, a zwłaszcza np. jego elementów roboczych (np. kulek), jak również innych elementów, np. napędzających, łożyskujących itp.
Dotychczas proces wytwarzania stożkowych zawieradeł do zaworów kurkowych obejmował obróbkę mechaniczną w postaci dokładnego toczenia oraz ewentualnie dodatkowo szlifowania, a następnie docierania przy zastosowaniu proszków lub past ściernych, przeprowadzanego często ręcznie. Taka metoda jest bardzo uciążliwa, pracochłonna, mało wydajna i kosztowna. Niezależnie od tego, uzyskana w ten sposób stożkowa powierzchnia uszczelniająca zawieradła kurkowego, wykazuje przeważnie stosunkowo małą twardość, gładkość oraz odporność na ścieranie korozję i erozję, a tym samym krótkotrwałą żywotność. Warto również wyjaśnić, że stosowano przeważnie docieranie indywidualne zespołu "zawieradło -- gniazdo w kadłubie kurka", w związku z czym zamienność elementów była praktycznie niemożliwa. Komplikowało to procesy wytwarzania i montażu, gospodarkę magazynową oraz naprawy.
Celem wynalazku jest wyeliminowanie albo co najmniej ograniczenie omówionych powyżej niedogodności. Cel ten został osiągnięty dzięki skonstruowaniu urządzenia do dogniatania zewnętrznych, zbieżnych powierzchni obrotowych, składającego się między innymi z tulei lub/oraz podobnego elementu albo układu elementów, w których zbieżnym wnętrzu znajduje się co najmniej jeden rowek w postaci linii śrubowej, którego końce są połączone układem kanałów, przy czym rowku i kanałach są umieszczone elementy dogniatające w kształcie brył obrotowych, korzystnie np. kulek. tworzące w tymże rowku i kanałach obieg zamknięty i zabezpieczone przed wypadaniem z rowka przez zmniejszenie jego szerokości od wewnętrznej strony tulei.
W wyniku zastosowania urządzenia według wynalazku wyeliminowano bardzo pracochłonne i drogie docieranie zewnętrznych, stożkowych powierzchni uszczelniających zawieradeł kurkowych, przy czym jednocześnie uzyskano wzrost twardości, gładkości i odporności na ścieranie, korozję oraz erozję, a tym samym przedłużenie trwałości tychże powierzchni. Uzyskano ponadto zamienność elementów, a w związku z tym dalsze uproszczenie procesów wytwarzania i montażu kurków, jak również procesów naprawczych.
Rozkład sił w czasie procesu dogniatania jest bardzo korzystny; w szczególności siły poprzeczne (promieniowe) między urządzeniem a przedmiotem dogniatanym praktycznie znoszą się całkowicie. Stąd możliwość dogniatania powierzchni przedmiotów o szerokim zakresie proporcji wymiarowych, w tym także o stosunkowo dużej smukłości. Mocowanie przedmiotu i urządzenia, a tym samym nadanie całemu układowi właściwej sztywności, nie nastręcza przy tym kłopotów. W wyniku tego urządzenie gwarantuje także optymalne warunki procesu dogniatania oraz wysoką jakość uzyskiwanej powierzchni – a ponadto, w wyniku tego, samo urządzenie jest trwałe.
Biorąc pod uwagę masowość wytwarzania różnych odmian zaworów kurkowych, a ponadto inne możliwości stosowania urządzenia, można stwierdzić, że wynalazek wnosi znaczne efekty techniczne i ekonomiczne. a tym samym jest w pełni przydatny dla gospodarki narodowej.
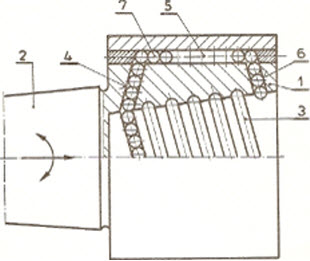
Przedmiot wynalazku jest przedstawiony w przykładzie wykonania na rysunku, częściowo w widoku, a częściowo w przekroju osiowo-wzdłużnym.
Element podstawowy urządzenia według wynalazku stanowi tuleja l z trzpieniem 2, który służy do połączenia urządzenia np. z odpowiednimi elementami napędowymi, wprowadzającymi całość w ruch obrotowy.
Tuleja l jest wewnątrz zbieżna (stożkowa), przy czym w jej wnętrzu wykonany jest rowek 3 w postaci linii śrubowej, którego końce łączą kanały 4, 5 oraz 6. W rowku 3 oraz kanałach 4, 5 i 6 znajdują się właściwe elementy dogniatające (robocze) 7 w kształcie brył obrotowych, korzystnie kulek. Aby zabezpieczyć elementy 7 (kulki) przed wypadaniem z rowka 3, szerokość tego rowka jest zmniejszona od wewnętrznej strony tulei l, co może być rozwiązane w szczegółach w dowolny, znany sposób. W tulei l może być wykonany jeden śrubowy rowek 3 lub większa ilość takich rowków, na wzór gwintu wielozwojnego, przy czym oczywiście każdy rowek 3 musi posiadać swój własny, oddzielny układ kanałów 4, 5 oraz 6, łączących obydwa końce rowka.
W czasie przeprowadzania procesu dogniatania, przedmiot zawierający dogniataną powierzchnię kołowo-zbieżną (stożkową) wprowadza się do wnętrza tulei l, a zatem osie wzdłużne obu tych elementów nakładają się wzajemnie, tworząc jedną linię prostą.
Urządzenie dociskane jest do dogniatanej powierzchni (lub na odwrót) z odpowiednio dużą siłą w kierunku wspomnianej osi wzdłużnej, wykonując jednocześnie ruch obrotowy wokół tej osi. Alternatywnie można także, zamiast urządzenia, wprawiać w ruch obrotowy dogniatany przedmiot, albo zarówno przedmiot jak i urządzenie (ruch w kierunkach odwrotnych). Można także, w trakcie dogniatania jednej powierzchni, zmieniać kierunek obrotów urządzenia albo oraz przedmiotu. Może to w niektórych przypadkach pozytywnie wpływać na jakość dogniatanej powierzchni, Elementy dogniatające 7. tocząc się po dogniatanej powierzchni. poruszają się w rowku 3 oraz kanałach 4, 5 i 6 dzięki siłom tarcia, tworząc obieg zamknięty.
Zarówno elementy dogniatające 7 jak i ich bieżnie, to znaczy tuleję l ze szczególnym uwzględnieniem rowka 3, należy wykonać najlepiej z odpowiedniej wysokogatunkowej stali, przy czym ich twardość oraz gładkość powinna być stosownie wysoka. Jako element porównywalny pod względem wykonawczo - materiałowym. można tu wymienić łożysko toczne.
2.5. Patent nr 71321 - Urządzenie do dogniatania, zwłaszcza płaskich pierścieniowych powierzchni uszczelniających zamknięcie przepływu w armaturze rurociągowej.
Twórcy wynalazku: Bogdan Zając (Politechnika Częstochowska), Henryk Żegunia, Stanisław J. Szeląg; opublikowano 15.10.1974 r.
Przedmiotem wynalazku jest urządzenie do dogniatania. zwłaszcza płaskich, pierścieniowych powierzchni uszczelniających zamknięcie przepływu w armaturze rurociągowej, sposobem według patentu nr 64227.
Urządzenie według wynalazku ma zastosowanie przede wszystkim w procesach wytwarzania i w procesach naprawczych różnych odmian i typów zaworów grzybkowych oraz zasuwowych, jak również podobnej armatury rurociągowej i urządzeń pokrewnych. Wchodzą przy tym w rachubę zarówno gniazda (siedliska) zamykające, np. kadłubach zaworowych, jak i zawieradła armaturowe, np. grzybki zaworowe oraz płyty bądź kliny zaworów zasuwowych. Niezależnie od powyższego wchodzą w rachubę także inne. bardzo szerokie możliwości zastosowania urządzenia w szczególności w procesach technologiczny, wytwarzania względnie naprawy różnych, metalowych elementów maszyn i urządzeń.
Znane - obok sposobu dogniatani - z patentu nr 64227 urządzenie do dogniatania powierzchni płaskich, nie nadaje się, ze względów technicznych albo/oraz ekonomicznych do dogniatania, powierzchni pierścieniowych. Zwłaszcza dogniatanie tymże znanym urządzeniem gniazd zamykających. znajdujących się w głębi (wewnątrz) kadłubów zaworowych jest całkowicie niewykonalne.
Aktualnie obróbka płaskich, pierścieniowch powierzchni uszczelniających zamknięcie przepływu w armaturze rurociągowej, odbywa się przez dokładne toczenie i następnie docieranie. przy czym ten ostatni proces przeprowadzany jest częstokroć ręcznie. Metoda ta jest uciążliwa i bardzo pracochłonna (zwłaszcza ręczne docieranie), a ponadto uzyskana powierzchnia uszczelniająca (zamykająca) wykazuje przeważnie krótką żywotność, mając za małą twardość i gładkość, a tym samym odporność na ścieranie. korozję oraz erozję. Należy podkreślić także i to, że stosowano przeważnie docieranie indywidualne zespołu "zawieradło-siedlisko", w wyniku czego zamienność elementów była praktycznie niemożliwa, a w każdym przypadku w znacznym stopniu ograniczona, co komplikowało technologię wytwarzania oraz montażu, jak również ewentualne procesy naprawcze.
Celem wynalazku jest całkowite lub przynajmniej częściowe wyeliminowanie wskazanych wyżej niedogodności i ograniczeń, przy czym cel ten został osiągnięty w wyniku konstrukcyjnego opracowania urządzenia do dogniatania powierzchni płaskich. zwłaszcza pierścieniowych. W płaskiej, czołowej powierzchni korzystnie okrągłej tarczy tego urządzenia lub/oraz w podobnym albo dodatkowym, czyli dalszym jego elemencie względnie układzie elementów znajduje się co najmniej jeden rowek w postaci płaskiej linii zamkniętej, w którym są umieszczone elementy dogniatające w kształcie brył obrotowych korzystnie np. kulek, tworzące w tym rowku obieg zamknięty i zabezpieczone przed wypadaniem z rowka przez zmniejszenie jego szerokości od strony czołowej powierzchni tarczy. W odmianie urządzenia rowek ma postać linii płaskiej niezamkniętej, przy czym obydwa jego końce są połączone odpowiednim układem kanałów przebiegających wewnątrz tarczy bądź podobnego elementuzamykających obieg elementów dogniatających.
W wyniku zastosowania urządzenia według wynalazku uzyskuje się wyeliminowanie bardzo pracochłonnego i kosztownego procesu docierania, np. pierścieniowych, płaskich powierzchni uszczelniających, czyli zamykających przepływ w armaturze rurociągowej (zawory, zasuwy, itp.).
Jednocześnie wzrasta twardość, gładkość oraz odporność na ścieranie, korozję i przede wszystkim erozję, a w związku z tym trwałość tych powierzchni. Uzyskano ponadto całkowitą, wzajemną zamienność części elementów, to znaczy np. dowolnie wybrany grzybek zaworowy, w ramach danego typoszeregu, może współpracować z każdym siedliskiem zamykającym, znajdującym się w kadłubie zaworowym; upraszcza to znacznie procesy technologiczne wytwarzania i montażu oraz procesy remontowo naprawcze. Biorąc pod uwagę masowość wytwarzania różnych odmian zaworów i urządzeń pokrewnych, a ponadto inne, bardzo szerokie możliwości zastosowania urządzenia według wynalazku, można stwierdzić, że wynalazek wnosi bardzo istotne efekty techniczne i ekonomiczne.
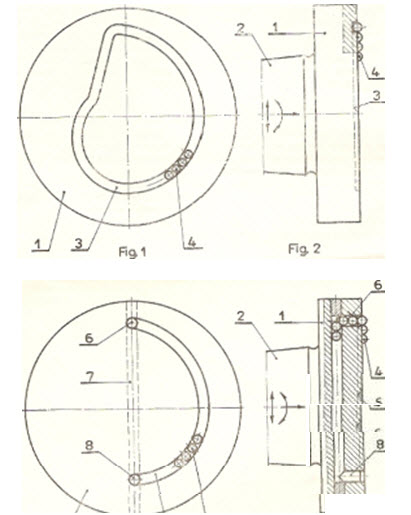
Przedmiot wynalazku jest przedstawiony w przykładach wykonania na rysunku, na którym fig. 1 przedstawia czołowy widok tarczy urządzenia do dogniatania , fig.2. – urządzenie w widoku z boku i częściowym przekroju wzdłużnym , a fig. 3 i fig. 4 – odpowiednio do fig.1 i fig.2, odmianę urządzenia.
Podstawowym elementem urządzenia według wynalazku (fig.1 i fig.2 jest płaska, okrągła tarcza 1 z trzpieniem 2, za pośrednictwem, którego urządzenie łączy się przykładowo z elementami napędowymi nadającymi całości ruch obrotowy. W płaskiej. kołowej powierzchni tarczy 1 wykonany jest rowek 3 w postaci linii zamkniętej, w którym znajdują się elementy dogniatające (roboczej) 4, mające korzystnie kształt kulek. Linią rowka 3 może być teoretycznie każda linia zamknięta. składająca się z odcinków linii krzywych lub z krzywych oraz prostych. Jako praktyczne rozwiązanie wskazuje się odcinek linii spiralnej ( fig. 1), której końce połączone są, za pośrednictwem łagodnych, łukowych przejść, odcinkiem linii prostej, koło usytuowanej mimośrodowo względem środka tarczy 1 oraz elipsę bądź owal. Należy przy tym oczywiście pamiętać o tym, że maksymalna i minimalna odległość rowka 3 od środka tarczy 1 wyznacza maksymalny i minimalny promień, a zatem szerokość dogniatanej płaszczyzny pierścieniowej. Jako dalsze, przykładowe rozwiązanie wskazać można również takie, w którym kołowy rowek 3 będzie współśrodkowy względem środka tarczy 1, a trzpień 3 będzie względem tarczy 1 usytuowany mimośrodowo.
W dalszej alternatywie, zarówno kołowy rowek 3 jak i trzpień 2 mogą być współśrodkowe z tarczą l przy czym pożądany bądź konieczny mimośród będzie się uzyskiwać, w czasie procesu dogniatania, przez przesunięcie środka dogniatanej płaszczyzny pierścieniowej w stosunku do osi wzdłużnej urządzenia dogniatającego, względnie odwrotnie – urządzenia do środka płaszczyzny.
Można również konstruować urządzenia, przeznaczone zwłaszcza dla przypadków, gdy pierścieniowa płaszczyzna dogniatana jest stosunkowo szeroka, w których to urządzeniach tarcza 1 będzie zaopatrzona w więcej niż jeden rowek 3, przykładowo w dwa rowki kołowe o różnych średnicach, mimośrodowe zarówno względem siebie jak i względem środka tarczy 1. Oczywiście przy zastosowaniu dwóch lub jeszcze większej ilości rowków 3, linie tych rowków nie mogą się wzajemnie przecinać.
Jak zatem widać, istnieje możliwość tworzenia. w oparciu o zasadę wynalazku, różnorakich odmian urządzenia do dogniatania, stosownie do konkretnych potrzeb i warunków. Ostatecznym i. właściwym celem tworzenia tych odmian powinno być oczywiście zawsze zapewnienie dostatecznego stopnia pokrywania dogniatanej płaszczyzny przez tory toczących się po niej elementów roboczych 4, a tym samym zwiększenie efektu procesu dogniatania, skracanie czasu tego procesu oraz uzyskanie powierzchni o odpowiedniej jakości, stosownie do zadanych wymagań i potrzeb.
Można ponadto zbudować odmianę urządzenia (fig. 3 i fig. 4), w których linia rowka 5 jest linią niezamkniętą, przy czym wtedy obydwa końce rowka 5 są połączone kanałami 5, 7 i 8.
W oparciu o zasadę wynalazku można również skonstruować urządzenie do dogniatania powierzchni niepłaskich. w szczególności np, do dogniatania pierścieniowych rowków o profilu poprzecznym zgodnym co do kształtu i wymiarów z elementami dogniatającymi 4, przy czym oczywiście w tym przypadku konieczna byłaby także ścisła zgodność wymiarów średnicowych pierścieniowego rowka dogniatanego oraz pierścieniowego, współśrodkowego z nim w czasie prowadzenia procesu dogniatania rowka 3, mieszczącego elementy 4.
Może również wchodzić w rachubę wykorzystani urządzenia według wynalazku do dogniatania powierzchni płaskich nie pierścieniowych przy odpowiednim wprawieniu urządzenia lub/oraz przedmiotu dogniatanego, niezależnie od ruchu obrotowego, w ruch płaski, równoległy do powierzchni dogniatanej.
Zamiast elementów dogniatających 4 w kształcie kulek, można także, w określonych przypadkach, wchodzić w rachubę zastosowanie elementów w kształcie innych brył obrotowych, jak np. rolek walcowych, zbieżnych ( stożkowych) lub beczkowych elipsoid obrotowych itp.
W czasie przeprowadzania procesu dogniatania, urządzenie dociskane jest do dogniatanej powierzchni z odpowiednią siłą, wykonując jednocześnie ruch obrotowy. Można oczywiście także zastosować układ odwrotny, to znaczy wprowadzić w ruch obrotowy przedmiot zawierający dogniataną powierzchnie, lub nawet nadać ruch, w odwrotnych kierunkach, zarówno urządzeniu jak i przedmiotowi. Elementy robocze 4. toczące się po dogniatanej powierzchni, poruszają się w rowku 3 lub w rowku 5 i kanałach 6, 7 oraz 8 dzięki sile tarcia, tworząc obieg zamknięty.
W czasie przeprowadzania procesu dogniatania jednej powierzchni, kierunek ruchu obrotowego urządzenia lub/oraz przedmiotu może ulegać zmianie bądź zmianom. Wpływać na to może, w niektórych przypadkach, dodatnio na jakość uzyskanej powierzchni. W tym samym celu i niezależnie od ewentualnych zmian kierunku ruchu obrotowego, można dodatkowo wprowadzić urządzenie lub/oraz przedmiot w ruch płaski, równoległy do płaszczyzny dogniatanej, oczywiście w takim zakresie, w jakim jest to podyktowane wzajemnymi proporcjami wymiarowymi dogniatanej płaszczyzny oraz rowka 3 bądź 5. Chodzi rzecz jasna o to, aby tory elementów dogniatających 4 pokrywały całą płaszczyznę dogniataną, lecz równocześnie niepotrzebnie nie wykraczały znacznie poza nią. Takim dodatkowym ruchem płaskim może być przykładowo (możliwość najprostsza) ruch prostoliniowy, prostopadły do osi ruchu.
Elementy robocze 4 oraz ich bieżnia, to jest tarcza 1, a zwłaszcza rowek 3 bądź 5, powinny być wykonane z tworzywa o odpowiedniej jakości, zostać właściwie utwardzone oraz posiadać gładkie powierzchnie.
2.6. Patent nr 86106 - Urządzenie do dogniatana powierzchni płaskich i kształtowych
Twórca wynalazku: Bogdan Zając (Politechnika Częstochowska); opublikowano 15.10.1976 r.
Przedmiotem wynalazku jest urządzenie do dogniatania powierzchni płaskich i kształtowych, jednocześnie na całej szerokości powierzchni dogniatanej, umożliwiające zwiększenie twardości, gładkości i odporności na ścieranie obrabianej powierzchni.
Znane urządzenie do dogniatania powierzchni płaskich i niektórych powierzchni kształtowych składa się z trzpienia z naciętym wzdłuż linii śrubowe) rowkiem, którego początek i koniec łączy kanał wewnętrzny, tworząc obieg zamknięty elementów dogniatających, zabezpieczonych przed wypadaniem z rowka osłoną. Dogniatanie odbywa w przy jednoczesnym toczeniu i ślizganiu się elementów dogniatających, przykładowo kulek.
Urządzenie do dogniatania powierzchni płaskiej, jednocześnie na całej szerokości tej powierzchni, znane jest z polskiego opisu patentowego Nr 64227. Urządzenie do dogniatania powierzchni cylindrycznych, zewnętrznych i wewnętrznych znane jest z polskiego opisu patentowego Nr 67082. Urządzenie do dogniatania otworów stożkowych znane jest z polskiego opisu patentowego Nr 56704. Celem wynalazku jest usunięcie niedogodności znanych urządzeń do dogniatania powierzchni płaskich i kształtowych.
Urządzenie według wynalazku wykonane jest w postaci trzpienia, którego powierzchnia jest odwzorowaniem kształtu powierzchni obrabianej i stanowi bieżnię dla elementów dogniatających, przykładowo kulek. Elementy dogniatające osadzone są w rowkach osłony, zamocowanej na trzpieniu i zabezpieczającej elementy dogniatające przed wypadaniem. Rowki nacięte są wzdłuż zamkniętych linii krzywych, leżących w płaszczyznach nieprostopadłych do osi trzpienia.
Urządzenie do dogniatania powierzchni płaskich i kształtowych, według wynalazku, pozwala uzyskać żądanej klasy chropowatość obrabianej powierzchni oraz większą jej twardość i odporność na ścieranie. Ponadto, w wyniku dogniatania, powierzchnia uzyskuje skrzyżowaną strukturę geometryczną, a tym samym lepsze własności eksploatacyjne. Podczas dogniatania urządzeniem według wynalazku, występuje ciągłość obiegu elementów dogniatających, bez konieczności wykonywania dodatkowego kanału wewnętrznego, jak to ma miejsce w znanych urządzeniach.
Urządzenie dogniatające według wynalazku przedstawione jest w przykładzie wykonania na rysunku, na którym fig. l przedstawia półprzekrój - półwidok urządzenia a fig. 2 urządzenie w widoku z góry. Urządzenie wykonane jest w postaci trzpienia l, którego powierzchnia jest odwzorowaniem kształtu powierzchni obrabianej
Na trzpieniu l zamocowana jest osłona 2, na której nacięty jest rowek 3, w którym osadzone są elementy nagniatające w postaci kulek 4. Kulki 4 przemieszczają się w rowku 3 po powierzchni trzpienia l, tworząc obieg zamknięty. Osłona 2 zabezpiecza kulki 4 przed wypadaniem.
2.7. Patent nr 86115 - Urządzenie do dogniatania powierzchni cylindrycznych zewnętrznych i wewnętrznych
Twórca wynalazku: Bogdan Zając (Politechnika Częstochowska); opublikowano 15.10.1976 r.
Urządzenie do dogniatania powierzchni cylindrycznych zewnętrznych i wewnętrznych znane jest z polskiego opisu patentowego Nr 67082. Celem wynalazku jest usunięcie niedogodności znanych urządzeń do dogniatania powierzchni cylindrycznych zewnętrznych i wewnętrznych.
Urządzenie to według wynalazku jest w postaci walcowego trzpienia, z naciętym wzdłuż linii śrubowej rowkiem, o przekroju trójkątnym w płaszczyźnie przechodzącej przez oś trzpienia. Początek i koniec rowka połączony jest kanałem wykonanym wewnątrz trzpienia. W rowku i w kanale znajdują się elementy dogniatające, które zabezpieczone są przed wypadaniem przemieszczającą się wzdłuż trzpienia osłoną. W osłonie nacięty jest rowek, wzdłuż linii śrubowej o skoku równym skokowi linii śrubowej naciętej na trzpieniu, o szerokości mniejszej od średnicy elementów dogniatających.
Dzięki, że przekrój rowka urządzenia ma postać trójkąta, przemieszczenie osiowe osłony względem trzpienia umożliwia zmianę położenia elementów dogniatających, a tym samym średnicę całego urządzenia. Pozwala to na wprowadzenie urządzenia do wewnątrz cylindra i równomierne dogniatanie powierzchni na całej jej szerokości. Urządzenie do dogniatania powierzchni cylindrycznych, według wynalazku, umożliwia zwiększenie gładkości i dokładności wymiarowej obrabianej powierzchni. Urządzenie dogniatające według wynalazku przedstawione jest w przykładzie na rysunku.
Urządzenie wykonane jest w postaci walcowego trzpienia 1, z naciętym wzdłuż linii śrubowej rowkiem 2, o przekroju trójkątnym w płaszczyźnie przechodzącej przez oś trzpienia. Początek i koniec rowka 2 łączy kanał 3, wykonany wewnątrz trzpienia 1. W rowku 2 i kanale 3 osadzone są elementy dogniatające w postaci kulek 4. Kulki 4 zabezpieczone są przed wypadaniem osłoną 5, osadzoną przesuwnie na trzpieniu 1. W osłonie 5 nacięty jest rowek, wzdłuż linii śrubowej o skoku równym skokowi linii śrubowej naciętej na trzpieniu 1, i o szerokości mniejszej od średnicy kulki.
2.8. Patent nr 86861 - Głowica do nagniatania otworów walcowych
Twórcy wynalazku: Bogdan Zając, Andrzej Ordon (Politechnika Częstochowska); opublikowano 30.11.1976 r.
Przedmiotem wynalazku jest głowica do nagniatania otworów walcowych.
Znane urządzenie do nagniatania otworów składa się z trzpienia z naciętym wzdłuż linii śrubowej rowkiem, którego początek i koniec łączy kanał, tworząc obieg zamknięty elementów nagniatających, zabezpieczonych przed wypadaniem z rowka osłoną osadzoną na trzpieniu. Rozwiązanie to znane jest z polskiego opisu patentowego nr 56704.
Znane jest również urządzenie do nagniatania otworów walcowych i stożkowych, które składa się ze sprężyny w postaci spirali, stanowiącej bieżnię elementów nagniatających. osadzonej na przemieszczających się promieniowo płytkach, osadzonych na powierzchniach tworzących stożków, które przemieszczają się poosiowe po trzpieniu urządzenia. Początek i koniec sprężyny są połączone ze sobą, stanowiąc obieg zamknięty elementów nagniatających.
Głowica do nagniatania otworów walcowych zgodnie z wynalazkiem wyposażona jest w trzpień o stopniowanych średnicach, przy czym przejście ze średnicy większej na mniejszą ma postne stożka. Na powierzchniach stożkowych trzpienia i tulei osadzone są przemieszczające się promieniowo płytki, których powierzchnie współpracujące z trzpieniem i tuleją wykonane są w postaci łuku.
Istota wynalazku polega na tym, że na płytkach osadzone są pierścienie z materiału sprężystego, w kształcie elips. Pierścienie te stanowią bieżnię elementów nagniatających. Zmianę średnicy głowicy do nagniatania realizuje się przez zmianę wzajemnego położenia stożków trzpienia i tulei, co powoduje promieniowe przemieszczenie opierających się na nich płytek. Przemieszczające się płytki oddziaływują zewnętrznymi powierzchniami na osadzone na nich pierścienie w kształcie elips, powodując z kolei zmianę kształtu i pochylenia pierścieni w stosunku do osi głowicy, a tym samym zmianę średnicy głowicy do nagniatania.
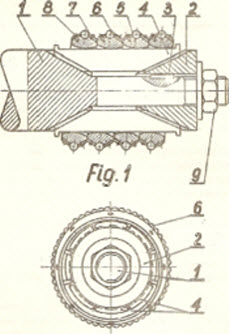
Proponowana głowica umożliwia nagniatanie otworów o różnej średnicy, w zakresie określonego przedziału średnic.
Przedmiot wynalazku uwidoczniony jest w przykładzie wykonania na rysunku, na którym f'ig. l przedstawia przekrój głowicy do nagniatania płaszczyzną przechodzącą przez jej oś, a fig. 2 widok głowicy od czoła. Głowica do nagniatania utworów walcowych składa się z trzpienia l o stopniowanych średnicach, przy czym przejście ze średnicy większej na niniejszą ma postać stożka, przemieszczającej się na trzpieniu l tulei 2 w postaci stożka ściętego, zabezpieczonej przed obrotem dookoła osi trzpienia 1 wpustem 3 oraz płytek 4, pierścieni 5 i elementów nagniatających 6. Powierzchnie stożkowe trzpienia 1 i tulei 2 zaopatrzone są w rowki, w których osadzone są przesuwnie wpusty płytek 4, na których osadzone są z kolei pierścienie 5 w kształcie elips, stanowiące bieżnię dla elementów nagniatających 6. Elementy nagniatające 6 zabezpieczone są osłonami 7, połączonymi nitokołkami 8 z pierścieniami 5. Wewnętrzne powierzchnie pierścieni 5 w przekroju poprzecznym mają kształt wycinka koła i zaopatrzone są w wypusty, ukształtowane w poprzek pierścieni. Płytki 4 zaopatrzone są ponadto w kanały wzdłuż osi trzpienia 1. w których osadzone są wypusty pierścieni 5, co zabezpiecza te pierścienie przed obrotem względem trzpienia l.
Przemieszczenie się poosiowe tulei 2, realizowane za pomocą nakrętki 9 osadzonej na trzpieniu l, powoduje przemieszczenie się promieniowe płytek 4, które zewnętrznymi powierzchniami wywierają nacisk na wewnętrzne powierzchnie pierścieni 5, odkształcają je, co powoduje zmianę średnicy głowicy do nagniatania.
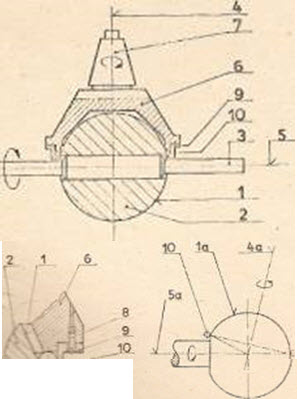
2.9. Patent nr 90376 - Urządzenie do dogniatania zewnętrznych powierzchni kulistych, zwłaszcza powierzchni uszczelniająco - zamykających zawieradeł do kulowych zaworów kurkowych; (foto 10.)
Twórcy wynalazku: Bogdan Zając (Politechnika Częstochowska), Henryk Żegunia, Stanisław J. Szeląg; opublikowano 30.07.1977 r.
Przedmiotem wynalazku jest urządzenie do nagniatania zewnętrznych powierzchni kulistych.
Urządzenie to ma tuleję lub podobny element względnie układ elementów, wewnątrz którego znajduje się co najmniej jeden rowek, mający korzystnie postać płaskiej, zamkniętej linii kołowej, w którym są umieszczone elementy nagniatające (robocze), korzystnie w kształcie kulek, tworzące w rowku obieg zamknięty i zabezpieczone przed wypadaniem z niego przez zmniejszenie jego szerokości od wewnętrznej strony tulei.
W wyniku zastosowania urządzenia według wynalazku uzyskano znaczne obniżenie pracochłonności i innych kosztów w procesach wytwarzania zawieradeł do zaworów kulowych, a jednocześnie ~ bardzo w tym przypadku istotny i pożądany -- wzrost gładkości, twardości oraz odporności na ścieranie, korozję i erozję zewnętrznych, kulistych powierzchni uszczelniająco-zamykających tych zawieradeł, co z kolei zwiększa ich trwałość i przedłuża żywotność. Uzyskuje się ponadto poprawę w zakresie wzajemnej zamienności detali, to jest zawieradeł oraz elementów z nimi współpracujących i współdziałających, a zwłaszcza siedlisk uszczelniających w kadłubach zaworów, co dodatkowo upraszcza procesy wytwarzania, montażu i remontowo-naprawcze, a także gospodarkę magazynową i podobną.
Z uwagi na masową produkcję różnorakich typów i odmian zaworów kulowych, a nadto z uwagi na dalsze, szerokie możliwości zastosowania wynalazku w procesach wytwarzania bądź napraw różnych innych detali, poza zawieradłami do tych zaworów--wynalazek przynosi wyraźne efekty techniczne oraz ekonomiczne i jest przydatny dla gospodarki i przemysłu.
Wynalazek został zilustrowany w przykładach wykonania i zastosowania na rysunku, na którym fig. 1 przedstawia przekrój pionowy kulistego zawieradła oraz urządzenia nagniatającego, przy czym zawieradło jest osadzone na trzpieniu mocująco-napędzającym, fig. 2'-- szczegół według fig. 1 w powiększeniu, a fig. 3 -- w ujęciu schematycznym, dalszy przykład dogniatania powierzchni kulistej.
Proces dogniatania powierzchni kulistych 1, 1a (fig. 1-3), przy zastosowaniu urządzenia według wynalazku, można najwygodniej przeprowadzić na frezarce, zarówno pionowej jak i poziomej, przy czym w przypadku nagniatania według fig. 3 (powierzchnia 1a), konieczne jest zastosowanie frezarki ze skrętnym stołem albo skrętną głowicą (frezarka uniwersalna).
Przed rozpoczęciem procesu nagniatania, powierzchnia 1, 1a zostaje odpowiednio wstępnie przygotowana, na drodze obróbki skrawaniem lub/oraz przy zastosowaniu innych procesów, w zakresie właściwej dokładności wymiarowej, kształtowej i gładkościowej, jak również np. pod względem twardości, struktury tworzywa, odporności na korozję oraz innych, podobnych cech.
Kuliste zawieradło 2 (fig. 1' i 2) osadza się nieruchomo, za pośrednictwem znajdującego się w nim współśrodkowego, kołowo-walcowego otworu przepływowego, na trzpieniu 3, a następnie całość mocuje się w kłach napędzanej podzielnicy oraz konika frezarki.
W głowicy narzędziowej frezarki zamocowane zostaje urządzenie nagniatające; oś obrotu 4 tego urządzenia przecina się z osią obrotu 5 kulistego zawieradła 2 i trzpienia 3, pod kątem prostym, w geometrycznym środku zawieradła 2, czyli w środku powierzchni nagniatanej 1.
Fig. 3 ukazuje schematycznie przykład dogniatania powierzchni 1a kulistego czopa. W tym przypadku osie obrotu 4a oraz 5a przecinają się, w środku kulistej powierzchni 1a pod kątem różnym od prostego. W skrajnym przypadku układ mocowania przedmiotu nagniatanego może się tu różnić od poprzednio opisanego, ze względu na niemożność podparcia tegoż przedmiotu, po stronie prawej, w koniku.
W związku z tym można zastosować mocowanie jednostronne, np. w podzielnicy z uchwytem samocentrującym.
Główną częścią składową urządzenia dogniatającego według wynalazku (fig. 1 i 2) jest element podobny w swym kształcie do zbieżnej tulei 6, przechodzącej po stronie mniejszej średnicy we współśrodkowy z nią czop 7, służący do połączenia urządzenia z elementami napędowymi np. z głowicą narzędziową frezarki. Po przeciwnej, otwartej stronie jest do czołowej powierzchni tulei 6 przymocowany, wkrętami 8, pierścień 9 o przekroju poprzecznym podobnym do litery ,Z" Między czołowa powierzchnią tulei 6 a ramionami pierścienia 9 jest w wyniku tego utworzony pierścieniowy rowek, wypełniony - najlepiej wzdłuż całego swego obwodu -- elementami dogniatającymi (roboczymi) 10, mającymi korzystnie kształt kulek.
Aby przeprowadzić proces nagniatania powierzchni kulistej 1 bądź 1 a, powierzchnię tę wprawia się w ruch obrotowy odpowiednio wokół osi 5 lub 5a, a jednocześnie nadaje się ruch obrotowy urządzeniu nagniatającemu, odpowiednio wokół osi 4 albo 4a. Równocześnie -- rzecz jasna -- dociska się urządzenie do przedmiotu nagniatanego (bądź odwrotnie--przedmiot do urządzenia) z odpowiednią siłą, w kierunku osi obrotu 4 względnie 4a urządzenia. Elementy nagniatające (kulki) 10, tocząc się po nagniatanej powierzchni 1, 1a, poruszają się zarazem we wzmiankowanym wyżej, pierścieniowym rowku, stanowiącym ich prowadnicę, tworząc obieg zamknięty.
Ewentualna zmiana kierunku ruchu obrotowego nagniatanego przedmiotu oraz/albo urządzenia nagniatającego może w niektórych przypadkach pozytywnie wpływać na jakość uzyskiwanej powierzchni. Z tej samej przyczyny prędkość obrotowa przedmiotu i urządzenia powinny się między sobą różnić. Chodzi mianowicie o to, aby tor ( linia styku)danej kulki dogniatającej, opisywany przez nią na powierzchni nagniatanej, nie nakładał się na siebie.
2.10. Patent nr 100671 - Urządzenie do nagniatania wewnętrznych powierzchni kulistych
Twórcy wynalazku: Bogdan Zając Politechnika Częstochowska, Henryk Żegunia, Stanisław J. Szeląg; opublikowano 15.02.1979 r.
Przedmiotem wynalazku jest urządzenie do nagniatania wewnętrznych powierzchni kulistych, które może znaleźć zastosowanie w procesach wytwarzania oraz regeneracyjnych i naprawczych różnych elementów, zwłaszcza metalowych.
Dotychczas nie były znane urządzenia specjalnie przystosowane i przeznaczone do nagniatania wewnętrznych powierzchni kulistych. Znane i stosowane są jedynie rozwiązania zbliżone do przedmiotu wynalazku, jak np. urządzenie według opisu patentowego PRL nr 68265, przeznaczone do nagniatania otworów kołowo-walcowych, mające budowę następującą:
Wewnątrz korpusu, mającego kształt tulei, osadzony jest suwliwie trzpień, wystający obustronnie poza korpus. Jeden koniec trzpienia ma kształt znanego stożka Morse'a i służy do osadzania urządzenia w gnieździe konika tokarki. Na drugim końcu trzpienia znajduje się układ nagniatający, składający się ze stożkowego pierścienia nałożo
Administratorem danych osobowych jest Media Pakiet Sp. z o.o. z siedzibą w Białymstoku, adres: 15-617 Białystok ul. Nowosielska 50, @: biuro@elektroonline.pl. W Polityce Prywatności Administrator informuje o celu, okresie i podstawach prawnych przetwarzania danych osobowych, a także o prawach jakie przysługują osobom, których przetwarzane dane osobowe dotyczą, podmiotom którym Administrator może powierzyć do przetwarzania dane osobowe, oraz o zasadach zautomatyzowanego przetwarzania danych osobowych.
Komentarze (1)
Wysyłanie danych ...
łukasz
09:32
13 styczeń 2014
pomysł wydaje się dobry, firmy dysponują maszynami cnc na rożnym poziomie, jak do tej pory byłem najbardziej zadowolony z usług http://bmtpro.com/










 BAZA WIEDZY
BAZA WIEDZY 





 Centra obróbkowe przygotowane do obsługiwania przez robot przemysłowy IRb-60 obróbki skrawaniem zestawu detali
Centra obróbkowe przygotowane do obsługiwania przez robot przemysłowy IRb-60 obróbki skrawaniem zestawu detali








